Classification of Steel Products produced in Steel Plants
Classification of Steel Products produced in Steel Plants
Steel products in general are classified as (i) castings, (ii) forged products, (iii) stamped products, (iv) bright products, (v) cold formed products, (vi) welded sections, (vii) wire and wire products, (viii) pipes, tubes, hollow sections and hollow bars, and (ix) powder metallurgy products. Steel products produced in steel plants are classified as per (i) stage of manufacture of the product, (ii) shape and dimensions of the product, and (iii) the product appearance.
As per the stage of manufacture, the range of steel products produced in the steel plants are usually grouped into three main categories (Fig 1) namely (i) crude steel products, (ii) semi-finished steel products, and (iii) finished rolled steel products. Finished rolled steel products can be (i) hot rolled products, (ii) cold rolled products, and (iii) coated products.
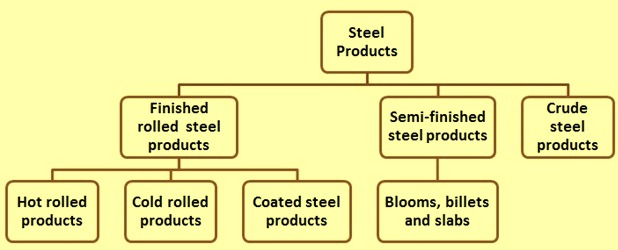
Fig 1 Categories of steel products
Crude steel products
Crude steel products are either in the liquid state or in solid state. Liquid steel is normally used for the production steel castings. Crude steel in solid form was earlier considered as steel ingots which are produced by pouring liquid steel into iron moulds of a shape appropriate to the subsequent processing into semi-finished or finished steel products normally by hot rolling or forging. The shape of steel ingots usually resembles a truncated pyramid or truncated cone with the side surfaces may be corrugated and the corners more or less rounded. Steel ingots may be dressed and/or hot scarfed or cropped depending on the subsequent conversion requirements.
Steel ingots can be distinguished based on their cross sections as (i) having a cross-section which can be square, rectangular (of width less than twice the thickness), polygonal, round, oval or shaped according to the profile to be rolled, (ii) slab ingots having rectangular cross section with width twice the thickness or over and (iii) pencil ingots which are generally having a cross section of less than 150 mm square and which can be rolled directly into merchant products.
Semi-finished steel products
Semi-finished products are produced either by rolling or forging of ingots or by continuous casting, and normally are intended for conversion into finished steel products by rolling or forging. Their cross-section can be of various shapes with the cross-sectional dimensions remaining constant along the length. Semi-finished steel products have wider tolerances than those of the corresponding finished products, and the corners are more or less rounded. The side faces are sometimes slightly convex or concave, retaining rolling, forging or continuous casting marks, and can be partially or totally dressed by either a grinding tool are a scarfing torch. The semi-finished products can be further classified according to their shape, their cross-sectional dimensions and their use. Semi-finished products of square cross-section are generally categorizes as (i) blooms, (ii) billets, (iii) slabs, (iv) blanks for sections, and (v) round blooms.
Blooms can have a cross section either square or rectangular. Blooms with square cross section have sides greater than 160 mm. Rectangular blooms have a cross-sectional area greater than 25,600 sq mm and have a ratio of width to thickness greater than 1 and less than 2.
Billets are normally square and have side which is equal to or greater than 60 mm and equal to and less than 160 mm.
Slabs are flat semi-finished products of thickness generally equal to or greater than 150 mm and with a ratio of width to thickness greater than 2.
Blanks for sections are semi-finished products which intended for the manufacture of sections and which have a rough shape of the section. The cross-sectional area of the blanks for sections is normally greater than 25,600 sq mm.
Round blooms are the semi-finished products normally used in the manufacture of seamless pipes. The diameter of these rounds is equal to greater than 180 mm. Seamless pipes are also manufactured form square, rectangular or polygonal blooms in which case the cross sectional area of the bloom is equal to or greater than 25,600 mm.
Rolled finished products
Rolled finished products are the products which have been manufactured usually by rolling and which are normally not further hot worked in the steel plant. The cross-section is uniform over the whole length. It is usually defined by a standard, which fixes the normal size ranges and the tolerances on shape and dimension. The surface is generally smooth, but reinforcing bars or floor plates, for example, may have a regularly raised or indented pattern.
According to shape and dimensions, rolled steel products are classified as (i) long products, and (ii) flat products. Long products can consist of sectional products or bar and rod products, while the flat products can consist of plate products or sheet and strip products.
According to the stage of manufacture, rolled products can be classified as (i) hot rolled products, and (ii) cold rolled products. Hot rolled products are normally produced by hot rolling of semi-finished steel products and sometimes by hot rolling of crude products (pencil ingots). Cold rolled products are normally produced by the cold rolling of hot rolled products.
According to the surface condition, rolled steel products are generally distinguished by the protective coating. The first type of steel products are those which have not undergone any surface treatment, apart from those products which may have received a simple protective coating against corrosion or mechanical damage in handling or storage, or to facilitate their use. The second type of steel products is those to which simple protective coating has been provided. The protective coatings can be applied by any one of the methods namely (i) passivation (with chromic or phosphoric acid) where the product is electrochemically or chemically coated with a layer of chromate or phosphate; as distinct from surface treatment by chromating or phosphating, the layer deposited is so thin as to be hardly noticeable by optical means (7 mg/sq m to 10 mg/sq m per side), (ii) application of an organic coating which itself offers no protection against corrosion but serves as a surface preparation for the subsequent application of other undercoats or coatings forming part of an anti-corrosion system, (iii) application of protective films such as adhesive coating, adhesive paper, lacquer etc. and (iv) application of a film of grease, oil, tar, asphalt, lime or any soluble material. The second type of steel products are those which have been surface treated.
Hot rolled long sectional products are those products which has a cross section resembling a shape such as equal angle, unequal angle, channel, tee, beams (With I and H sections), and piling section etc. These products are rolled generally in box passes or in universal rolling mills. When the cross-section is rectangular, the dimensional limitations apply to differentiate them from wide flats. These products are mostly delivered in straight lengths, rarely in folded bundles, but never in coils. Depending on the cross sectional size, the sectional products can be (i) heavy sections, and (ii) light and medium sections.
Hot rolled heavy sectional products in the form of beams are either steel joists or parallel flange beams. These products have the characteristics namely (i) the web height is equal to or greater than 80 mm, (ii) the surfaces of the webs are continued by fillets to the inside faces of the flange, (iii) the flanges are usually symmetrical and of equal widths, and (iv) the outside faces of the flanges are parallel. In case of steel joists the flanges are of decreasing thickness from the web to the edge. Steel joists are also called sloping flanged beams or tapered flanged beams. In case of parallel flange beams the inner surface of the beams are also parallel and the flanges are of uniform thickness. These beams are also known as universal beams. Beam sections are sometimes slitted in order to obtain two tee sections.
Beams are generally produces as (i) normal section, (ii) thin section, and (iii) thick section. Normal sections have standard web and flange thickness. Thin sections are manufactured with the same series of rolls as used in producing the corresponding normal section but which, for an approximately equal web height, have thinner web and/or flanges as a result of adjustment of the vertical or horizontal rolls. Thick sections are manufactured with the same series of rolls as used in producing the corresponding normal section but which, for an approximately equal web height, have a thicker web and /or flanges as a result of adjustment of the vertical or horizontal rolls.
Among I and H sections following further distinctions are made which are given below.
- I sections with narrow and medium flanges – These are I sections in which the flange width is equal to or less than 0.66 × the nominal height of the section and less than 300 mm.
- H sections with broad or very broad flanges – These are H sections in which the flange width is higher than 0.66 × the nominal height, or 300 mm or over. Sections with flanges wider than 0.8 × the nominal height are sometimes called ?columns.
- Bearing piles – These are I or H sections in which the thickness of web and flanges are identical.
- Channels or U sections – These are sectional products with cross-section resembling the letter U. In the normal series, the flanges with tapered internal faces have a maximum width of ?0.5 x height + 25 mm. There are channel sections which are thinner or thicker than the normal sections, and sections with parallel flanges.
- Sections for colliery arches – These are sectional products with cross-section resembling the letter I or the Greek letter omega. In the first case, these sections are sometimes distinguished from other I sections by a greater slope of the inside face of the flanges (of about 30 %). They also have width greater than 0.70 × the nominal height.
- Special heavy section – These are I, H and U or similar sections having special features such as unequal or asymmetric flanges and/or non-standard web thickness and height. These products are generally manufactured in limited quantities.
Hot rolled medium and light sectional products also consists of many sections. These are (i) small channels (U sections) which are with cross-section resembling the letter U and have a height which is less than 80 mm, (ii) angles which are with cross-section resembling the letter L with the classification of equal angle and unequal angle depending on the ratio of the flange width and have rounded corner of the flange, (iii) Tee sections which are with equal flanges and the product cross-section resembling the letter T and has the rounded corners and equal and slightly tapered flanges and slightly tapered web, and (iv) bulb flats which have a cross-section which is generally rectangular and has a bulge along the full length of a longitudinal edge of one of the wider surface and a width generally less than 430 mm.
Hot rolled special bars and special medium and light sections are rolled in lengths usually of small cross-section or of very special shape, generally in limited quantities. This class of long product includes in particular trapezoids, hollow drill bars, bars for grooved springs, semi-rounds and half-flat semi-rounds, Z sections, small I and H sections of height less than 80 mm, Tees with unequal flanges, square-edged angle, channel, and Tee sections.
Bars are the hot rolled long products which also includes the flat bars. The nomenclature of bar generally does not include reinforcement bars which are usually used for the concrete reinforcement. The classification hot rolled bars normally include (i) rounds which are bars having a circular cross-section with the diameter of at least 8 mm, (ii) squares, hexagons and octagons which are bars having a square, hexagonal or octagonal cross-section with the side being generally of at least 8 mm for square bars and of 14 mm for hexagonal and octagonal bars, and (iii) flats which are bars having a rectangular cross-section rolled on the four faces with the thickness of generally at least 5 mm and the width not greater than 150 mm.
Rod is the hot rolled finished product having a nominal size generally 5 mm or over and hot wound into irregular coils. The cross-section of the rod can be circular, oval, square, rectangular, hexagonal, octagonal, half-round or other shape. Rod has a smooth surface and is generally intended for subsequent conversion. Rod used for wire-drawing purposes in coil form is generally termed wire rod.
Hot rolled finished rod products for reinforcement and pre-stressing of concrete have the cross-section which is generally round but sometimes square with rounded corners. These rods are with the diameter or side which is at least 5 mm. This product is produced with thermal treatment to obtain the desired strength and other mechanical properties. This product is supplied as (i) bars in lengths with a smooth surface, (ii) bars in lengths with a ribbed, deformed ribbed, or crenellated surface, (iii) rod in coils with a smooth surface, and (iv) rod in coils with a ribbed, deformed, or crenellated surface. Products which supplied in lengths may have undergone a controlled cold deformation, for example lengthening or twisting about their longitudinal axis.
Railway track and similar material are hot rolled long products which include (i) hot rolled products used in the construction of railway tracks for example rails, sleepers, fish plates, sole and tie plates, and base plates etc., and (ii) hot rolled products of a similar shape and use, such as – crane rails, live conductor rails, grooved rails, rails for switches / crossings and special rails such as guide rails, and brake rails etc. Railway track materials are sub-divided namely (i) heavy track materials, which include rails of linear mass 20 kg/m or more, and sleepers of linear mas 15 kg/m or more, and (ii) light track materials which include rails of linear mass up to 20 kg/m, sleepers of linear mass up to 15 kg/m, fish plates, sole and tie plates, base plates and other hot rolled light materials, and materials for the construction of railway tracks.
Piling is another long shaped steel product. Sheet piling is the product produced by hot rolling or cold forming (drawing, bending, cold rolling, etc.) to a shape such that, by interlocking of the joints or by fitting together on longitudinal grooves or by means of special fasteners, it can be used to form partitions or continuous walls. Sheet piling is differentiated according to its cross-sectional shape or its application such as (i) S, U, Z and omega sheet piling, (ii) flat sheet piling, (iii) fabricated sheet piling (built up from sheet piles, angles and other sections), (iv) lightweight sheet piling (trench sheeting), (v) interlocking H sheet piling, and (vi) box and tubular sheet piling. Fabricated bearing pilings are made up of U or similar shaped cross sections and are used for bearing purposes. Tubular bearing pilings consist of tubes of circular or rectangular (including square) cross-section driven into the ground for transmitting the weight of a structure to the soil by the resistance developed at its base and by friction along its surface.
Finished flat rolling mill products are those products which are of almost rectangular cross-section and have a width much greater than the thickness. Flat products are normally without any coating or surface treatment. Flat products which have received a simple coating for the purpose of protection from corrosion or mechanical damage (e.g. passivation, organic coating, paper, oil, lacquer, etc.) are normally treated as uncoated products.
Hot rolled uncoated flat products are flat products produces by the hot rolling of semi-finished products and sometime by hot rolling of ingots or pencil ingots. In certain cases, hot rolled flat products are given a very light cold rolling pass, generally less than 5 %, known as a skin-pass or dressing pass. Hot rolled uncoated flat products include the following:
- Wide flats – These are products with width higher than 150 mm and a thickness generally over 4 mm. These are not coiled and usually supplied in lengths with the edges sharp. The wide flat is not-rolled on the four sided (or in box passes) or produced by shearing or frame-cutting wider flat products. Wide flats rolled on all four sides are sometimes termed universal plates.
- Hot rolled plate and sheet -These are hot rolled flat products with the edges being allowed to deform freely. These products are supplied flat and normally in a square or rectangular shape, with a width higher than 600 mm. The edges may be as-rolled or sheared or flame-cut or chamfered. Hot rolled plate and sheet, according to thickness, can be categorized as (i) sheet when thickness less than 5 mm or plate when thickness is 5 mm minimum.
- Hot rolled strip – These are flat product which, immediately after the final rolling pass in a hot rolling mill is wound into a coil. Hot rolled strip as rolled has very slightly convex edges, but it can also be supplied with trimmed edges or slit from wider strip. Hot rolled strip, according to its actual width, can be categorized as (i) hot rolled wide strip with a width of 600 mm minimum, and (ii) hot rolled narrow strip with a width of less than 600 mm. After decoiling and cutting to length, hot rolled narrow strip can be supplied as cut lengths.
Cold rolled uncoated flat products are flat products which during finishing have undergone a reduction in cross-section of at least 25 % by cold rolling without prior reheating. Cold rolled uncoated flat products include the following products.
- Cold rolled sheets – These are the products where the edges are being allowed to deform freely. The product is supplied generally in a square or rectangular shape, with a width higher than 600 mm. The edges may be as-rolled or sheared.
- Cold rolled strip – Cold rolled strip is the flat product which, immediately after the final rolling pass is wound into a coil. Cold rolled strip as rolled has slightly convex edges, but it may also be supplied with sheared edges or slit from wider strip. Cold rolled strip, according to its actual width can be categorized as (i) cold rolled wide strip with width of 600 mm minimum, (ii) cold rolled wide strip with a width of more than 600 mm and sometimes supplied in slit condition with width less than 600 mm, and (iii) cold rolled narrow strip with strip of width less than 600 mm. After decoiling and cutting to length, cold rolled strip can be supplied as cut lengths.
Coated cold rolled flat products are the flat products with a permanent coating. The permanent coatings can be either on both sides or only on one side. In case of coating on both the sides, it can be either equal thickness coating on each side or of different thickness of coating on each side known as differential coating. According to the type of coating and type of surface treatment, the coated products are categorized which is given below.
- Tin plate – This is unalloyed, low carbon (C) steel sheet of thickness less than 0.50 mm, and coated on both surfaces with tin either by hot dipping (dipping in a bath of molten tin) or by electrolytic deposition. Tin coating can also be done on cold rolled strip I continuous lines.
- Chromium/chromium oxide-coated sheet and strip – This is unalloyed, low C steel sheet or strip of thickness less than 0.50 mm, and coated on both surfaces with a duplex film of metallic chromium adjacent to the steel substrate with an outer layer of hydrated oxide or hydroxide. Electrolytic chromium/chromium coated sheet or strip (ECCS) is generally supplied with a protective coating of oil and is suitable for varnishing (lacquering) or printing.
- Zinc coated sheet and strip – In this the sheet and strip are coated with zinc (i) by dipping in a bath of molten zinc with the mass of the zinc varies in general between 100 grams/sq m to 700 grams/sq m total on both the sides and the coating having a spangle, minimized spangle, or without spangle finish, and (ii) by electrolytic deposition with the mass of the zinc varying in general between 7 grams/ sq m and 107 grams/sq m on each side corresponding to a coating thickness of 1 micro meter to 15 micro meters on each side. After zinc coating, the surfaces may be passivated by chromating or phosphating.
- Aluminum/aluminum-silicon alloy coated sheet and strip – This coated product is produced dipping in a molten bath of aluminum/aluminum-silicon alloy. The mass of the alloy varies in general between 80 grams/sq m and 300 grams/sq m total on both the sides, which corresponds to a coating thickness of 15 micro meters to 55 micro meters per side.
- Lead-tin alloy coated sheet and strip (terne plate) – This coated product is produced by coating with lead-tin alloy either by dipping in a bath of molten alloy or electrolytically. In general, the highest nominal mass specified for the coating corresponds to a minimum of 120 grams/sq m including both sides.
- Aluminum-zinc alloy coated sheet and strip – This coated product is produced by coating with aluminum-zinc alloy by dipping in a bath of molten alloy. The mass of the alloy varies in general between 90 grams/sq m and 450 grams/sq m. According to the aluminum content a distinction is made between (i) aluminum-zinc alloys (aluminum 50 % minimum, and (ii) zinc-aluminum alloys (aluminum content varying from over 3 % to 50 %).
- Zinc-nickel alloy coated sheet and strip – In this product sheet or strip is coated electrolytically with a zinc-nickel alloy, with a coating thickness generally between 1 micro meter to 8.5 micro meters per side.
- Sheet and strip with organic coatings – In this coated product, the uncoated or metal coated (e.g. zinc coated) sheet and strip are subsequently coated with an organic material or a mixture of metal powder and organic material by the continuous processes namely (i) by the application of one or more coats of paint or other type of product having after drying, the thickness of the coating varying according to its character from 2 micro meters to 400 micro meters per side, and (ii) by the application of an adhesive film, whether or not followed by a coating of organic materials. The coating can have different surface designs and a thickness usually between 35 micro meters and 500 micro meters per side.
- Sheet/plate and strip with inorganic coatings – This product comprises (i) chromated sheet / plate and strip with the mass of the coating of chromate varying from 1 gram/sq m to 20 grams /sq m per side, (ii) phosphated sheet / plate and strip with the mass of the coating of phosphate varying from 1 gram/sq m to 20 grams/ sq m per side, and (iii) sheet/ plate and strip with miscellaneous inorganic coatings (such as vitreous enameled products)
Composite products consist of (i) plate, sheet and strip clad with steels or alloys in order to resist wear, chemical corrosion or heat distortion with bonding which is usually achieved by rolling, and sometimes by spraying, welding or explosion, (ii) sandwich steel sheet formed from two sheets bonded together by means of a synthetic sound-insulating plastic layer, and (iii) sandwich panels fabricated from two ribbed sheets bonded by an insulating layer.
Electrical sheet and strip are flat products which are distinguished from other flat products by the fact that they are intended for electromagnetic applications and their prime characteristic lies in the specified requirements with regard to specific permissible losses and sometimes magnetic induction and buckling factor. Their thickness is generally equal to or less than 3 mm and width equal to or less than 1 mm to 250 mm. The electric sheet and strip is produced in either of the two forms. The grain oriented product shows considerably improved magnetic properties in the rolling direction compared with those in the transverse direction, and are always supplied with an insulating coating on both surfaces. The non-grain oriented product shows similar magnetic properties in both the rolling and transverse directions, and is normally supplied either uncoated or with an insulating coating on one or both surfaces.
Black plates are non-alloyed, low C steel sheet or strip, which have been single or double cold, reduced. Single reduced black plate is supplied in thicknesses from 0.17 mm to 0.50 mm, and double reduced black plate is supplied in thicknesses from 0.14 mm to 0.30 mm. Black plates are generally used to manufacture tinplate or ECCS. The product is to be suitable for varnishing (lacquering) or printing.
Steel pipes and tubes, hollow sections and hollow bars are also produced in steel plants. These products are long, hollow products, open at both ends, of round or polygonal cross-section. Pipes and tubes are generally finished at the ends either threading or flaring, or coated on the interior and / or exterior.
The term pipe and tubular product of steel is the used to cover all hollow products of steel. These products are normally produced in cylindrical shape. However, they are frequently altered by different processing methods to produce square, oval, rectangular, and other symmetrical forms. Pipe and tubular products have a large number of applications, but they are most commonly used for conveying of fluids and as structural members. Steel pipe and tubular products are normally produced from wrought carbon (C) or alloy constructional steels and are usually designated by the terms pipe, specialty tubing, and oil country tubular goods (OCTG) etc. Pipes and tubular products have an outside dimension, an inside dimension and the wall thickness. The steel pipe and tubular products are usually classified broadly as (i) pipe, and (ii) tube. The application of the terms pipe and tube is not always consistent. The term pipe is normally used to describe cylindrical products made to standard combinations of outside diameter and wall thickness. The main difference between a pipe and a tube is the way the diameter of the pipe or tube is designated. Pipe is normally designated by a “Nominal Pipe Size” based upon the ID (inside diameter) of the most common wall thickness while the tube is designated by the measured OD (outside diameter). As an example a 20 mm steel pipe with 4 mm thickness has an OD of 28 mm while a 20 mm steel tube has an OD of 20mm. The two broad classifications of steel pipe and tubular products are subdivided into several named use groups. As an example, the term tube covers three such groups namely (i) pressure tubes, (ii) structural tubing, and (iii) mechanical tubing. Similarly the term pipe covers five such groups, namely (i) standard pipe, (ii) line pipe, (iii) OCTG, (iv) water well pipe, and (v) pressure pipe. There are also pipes for special applications, such as conduit pipe and tubular piling which do not fit any of these classifications
Seamless pipe and tubes are the products without a seam which are produced from a bloom or by centrifugal casting. They are made by piercing the bloom to obtain tube hollows. These hollows are then transformed into pipes and tubes by rolling, extrusion or drawing over a mandrel. Seamless pipes and tubes may be finished by reducing the cross-section by hot or cold rolling or by drawing. Welded pipes and tubes are formed from either hot or cold rolled flat products, welded across the abutting edges. The weld may be either longitudinal or spiral. Hollow sections are pipes or tubes used for structural and similar purposes. Hollow bars are seamless pipes or tubes intended principally for machining applications and distinguished by its close tolerances, which ensure clean-up dimensions with minimal machining allowances.

Leave a Comment