Role of Slag in Converter Steelmaking
Role of Slag in Converter Steelmaking
The oxygen converter process is the primary steelmaking process for the production of carbon and low-alloy steels. The process is essentially an oxidizing process of refining of the high carbon hot metal (HM) to low carbon liquid steel. The oxidizing process is carried out by blowing oxygen in the converter. This causes liquid iron and the other metallic and non-metallic impurities present in the liquid melt in the converter bath to form oxides that are lighter than the liquid steel and they float to the surface of the bath. The generic name of these oxides is ‘slag’. Some oxides are acidic in nature which can react with the basic refractories of the converter and hence a basic slag using lime and calcined dolomite is usually made for protecting the converter refractories. The oxygen can also react with carbon to create a gas that provides bubbles for foaming the liquid slag and for providing chemical energy needed during steelmaking.
In steelmaking process, the slag is predominantly a mixture of oxides with small amounts of sulphides and phosphides. The oxides are either acidic or basic in nature. Slag is formed during refining of hot metal in which Si oxidizes to SiO2, Mn to MnO, Fe to FeO, and P to P2O5 etc., and addition of oxides such as CaO (lime), MgO (calcined dolomite), iron oxide, and others. The addition of oxides is done to obtain desired physico-chemical properties of slag like melting point, basicity, viscosity etc.
There are four primary sources for the slag during the steelmaking process in the converter. These are (i) oxidation of metallic elements in the liquid steel (e.g. silicon, manganese, aluminum, titanium, chromium, and vanadium etc.), (ii) due to presence of non-metallics in the liquid bath (e.g. sulphur, and phosphorus), (iii) flux additions (e.g. lime, calcined dolomite, and fluorspar), and dissolved refractories (e.g. MgO, and CaO + MgO).
An acidic slag erodes the converter lining since the lining bricks are basic. The acidic slag contains high amounts of SiO2, Al2O3 which can make the slag thinner. A basic slag contains oxides like MgO and CaO, which makes the slag thicker. FeO is the most important part of the slag in that it causes lime to dissolve at lower temperatures which is called ‘fluxing’. The melting temperature of CaO being 2570 deg C and MgO being 2800 deg C, it can be seen that it difficult without FeO lowering the melting point to get lime or magnesia into solution where steel tapping temperatures are generally below 1650 deg C.
The role played by the slag in the oxygen converter steelmaking process is very important. Lime is critical to steelmaking. The science of how lime interact with the various components formed during the steelmaking is the basis for understanding the old phrase ‘Make the slag and the steel will make itself’. Slag is a generic name and in steelmaking it is mostly a solution of oxides and sulphides in the liquid state and the multi-crystalline phases in the solid state. Slag is a separate phase than liquid steel since (i) it is lighter than the liquid steel, and (ii) it is immiscible in the liquid steel. The important roles slag plays during steelmaking are as given below.
- It acts as a sink for impurities during refining of steel.
- It controls oxidizing and reducing potential of the bath during refining through FeO content. Higher FeO content of the slag makes the slag oxidizing while the lower FeO content makes the slag reducing.
- It helps in dephosphorization and absorbs some sulphur.
- It prevents the passage of nitrogen and hydrogen from the atmosphere to the liquid steel in the bath.
- It absorbs oxide/sulphide inclusions.
- It insulates the liquid bath and reduces thermal losses. It provides a thermal barrier and thus prevents heat transfer from the liquid steel to the surrounding.
- It provides protection to the liquid steel from re-oxidation.
- It emulsifies the hot metal and promotes carbon oxidation.
The functions of slag as given above require the slag to possess certain chemical properties (basicity, oxidation potential) as well as physical properties (density, melting point, viscosity). Both of these properties are controlled by the composition and the structure of the slag.
From the slag formation point of view, there are two limiting blowing practices namely (i) soft blowing with high lance position without inert gas bottom stirring and is characterized by low iron bath mixing intensity, and (ii) hard blowing with low lance position and with bottom stirring (in combined blown converters), characterized by more intensive iron bath mixing and deeper interaction of oxygen jet with the liquid bath. In case of soft blowing the interaction of the oxygen jet with the iron bath is superficial, mass transfer from the bath interior is slow due to weak mixing, and iron is oxidized first and slagged. In the case of hard blowing interaction between the oxygen jet and the bath, as well as mass transfer from the bath interior to the superficial layers, is more intense and the impurity elements of the bath are oxidized first. The main effects of soft blowing practice are given below.
- There is an increase in the slag formation rate
- It results in higher FeO content in slag
- It results into oxygen super saturation of the liquid steel
- It favours slag foaming
- It promotes dephosphorization at least at a high carbon level
- It increases the oxidation rate of Mn and other impurities
- It increases the wear of the refractories
- It increases the probabilities slag slopping
There are four principles in controlling slag in steelmaking. These are (i) control of slag basicity which is the ratio of the basic oxides and the acidic oxides, (ii) saturation of slag with MgO, (iii) slag foaming control also known as slag viscosity control, and (iv) balance of steel and slag in the steelmaking process for reaching an ‘equilibrium state’.
The term slag basicity is a means by which it is determined to how acidic or how basic a slag is in relationship to the basic refractory utilized in converter. If the slag is more acidic then it will erode the bricks, if it is more basic it will protect the bricks. The basicity of the slag is normally fixed by the amount of lime and calcined dolomite added, the silicon and aluminum levels of the hot metal and steel scrap charged as well as ferro-alloys. The lower value of the ratio indicates that the slag is acidic and as the ratio increases the slag becomes more and more basic.
In addition to basicity, MgO content of the slag is also important. The slag contains dissolved calcium compounds and acidic compounds that cause MgO to dissolve from the refractory bricks of the lining into the slag. MgO dissolves into the slag based on relationships of FeO content, basicity and temperature. The lower the slag basicity, the higher the MgO requirement for the slag. An increase in FeO and temperature also increases the MgO requirement of the slag. The effects on MgO can be seen in the Fig 1.
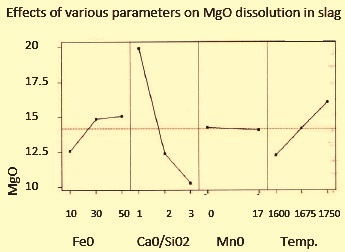
Fig 1 Effects of various parameters on MgO dissolution in slag
Foam height in the converter is a function of blowing time. The maximum height of the foam is reached when slag mass approaches 70 % of the end slag amount. The reactive converter dust is a source of iron oxides and assists rapid formation of foaming slag, even when the blow has started with low lance i.e. hard blow practice. The foaming slag decreases the post-combustion ratio and increases the heat transfer efficiency to the bath.
Several factors affects the foaming tendency of the liquid slag. These are given below
- FeO content in the slag. Slag must contain FeO and it must be in enough quantity to react with carbon to make CO bubbles.
- Correct viscosity or consistency to hold the bubbles as long as possible.
- Sufficient MgO to minimize refractory wear and promote foaming.
Carbon of liquid iron in the bath creates CO bubbles to foam the slag. The slag viscosity is determined by the ratio of slag components and how these components make the slag thin or thick. It is the balance of these components to make the correct slag viscosity to hold the bubbles longer. SiO2, FeO, and Al2O3 makes the slag thinner while CaO and MgO makes the slag thicker.
A rough estimate for converter slag density consisting of CaO, SiO2, FeO, and MnO etc. within typical composition and temperature ranges of the oxygen converter process is 2.8 to 3 tons/cum. If the slag to steel mass ratio at the end of a converter blow varies within 0.08 to 0.1, the slag to steel volume ratio rises from almost zero in the beginning of the blow to 0.20/0.25 towards the end of the blow.
In general, slag is considered to dampen metal ejections (spitting) and dust formation from the converter during the blow. If a converter is operated with a very low amount of slag, heavy metal ejections and skull formation can occur. The properties of slag are, however, of utmost importance. Fluid, strongly oxidizing slag is favourable for oxidation reactions but can result in slag slopping out from the converter. Slopping often occurs if slag formation is delayed, for some reason, and a high amount of oxygen is ‘loaded’ into the slag by soft blow, ore/dust addition, etc. Intensive CO formation anyway results in formation of slag-metal emulsion, slag formation starts, secondary and tertiary oxidation reactions take place vigorously, and enhanced gas formation leads to heavy slopping. Proper control of slag formation and foaming is a central measure in slopping prevention.
FeO in the slag is proportional to oxygen dissolved in the steel. In all slag /metal reactions there is a ratio between how much of one thing is in the steel and how much it is in the slag. This is called the ‘partition ratio’. The steel and slag in the converter need to be balanced so that they are in the state of equilibrium. There is also a relationship of carbon content in the steel controlling the oxygen content of the steel. Carbon influences the oxygen level in the steel. At low carbon levels, oxygen reacts with iron to form FeO, which makes the slag thinner, and impacts yield losses.
SiO2 content of the slag determines how much lime is needed during the steelmaking. It also lowers the yield. All materials going into the converter bath under oxidizing conditions influence the requirements that the slag need and the cost of these additions as well as yield losses. The hot metal and scrap together influences the SiO2 content of the slag. Every kilogram of silicon reacting with oxygen creates 2.17 kilogram of SiO2. This SiO2 need to be neutralized with lime and calcined dolomite for forming a basic slag. This basic slag causes a loss of 5 kilogram of iron into the slag as FeO. The reason is that there is an increase in slag volume by increasing the amount of acidic material that has to be balanced by a basic material like lime.
Chemical wear of refractory lining depends, among others, on its interaction with slag/emulsion, liquid metal and gas phase including O2 blow. The most important mechanism is the dissolution of lining into the slag. Rapid slag formation in order to bind and neutralize acidic SiO2 forming in the blow beginning, is a key point. Highly oxidizing hot slag dissolves magnesia or dolomite lining readily. Use of calcined dolomite can greatly improve the lining life. Recently, slag splashing has become an established practice to prolong converter life. The residual slag in the converter is conditioned for chemical composition and temperature after tapping and is splashed by a violent nitrogen flow around the converter wall. The procedure itself, as well the consequences to the converter process, are fairly complex and the slag should be strictly adjusted for the treatment.
Slag is to carry out several tasks during the steelmaking process in the oxygen converter. Primarily, it is spontaneously formed by the non-volatile oxides resulting in the oxidation of iron and the minor constituents of the hot metal (SiO2, MnO, P2O5, and FeO). In order to flux the impurity oxides and to form a low melting, fluid slag, lime and calcined dolomite (a mixture of CaO and MgO) and, if necessary, fluorspar (CaF2) are charged into the converter. Secondly, liquid slag provides a reaction environment for the removal of sulphur and phosphorus through the processes of desulphurization and dephosphorization, although with the development of the secondary metallurgy the importance of these reactions in the oxygen converter is no more there. Slag, when forming an emulsion with carbon monoxide (CO) and liquid steel droplets (slag foaming) obviously plays some role in post-combustion of CO to carbon dioxide (CO2), and affects the radiation heat transfer from the ‘hot spot’ formed in the oxygen jet- liquid iron impingement cavity, levelling out the temperature distribution in the converter. Foaming slag also clearly decreases the rate of the generation of dust by absorbing some fraction of dust.
Slag formation starts with the dissolution of oxygen in liquid iron and simultaneous oxidation of iron and other bath constituents in the oxygen jet impact zone. As the temperature of the liquid bath in the oxygen jet impact zone is very high (more than 2000 deg C), a large amount of oxygen (up to 1 %) can be dissolved by the iron. In this primary oxidation zone, Iron oxide is formed and the liquid iron with high oxygen content penetrates the bath and gets in contact with fresh bath liquid iron having with higher contents of carbon and other constituents oxidizing them. Part of the primary reaction products are splashed into the slag and furnace atmosphere.
Iron oxide and other non-volatile oxidation products such as SiO2, MnO, and P2O5 etc. mix with the existing slag and more lime and calcined dolomite is dissolved into the liquid slag. Slag is, accordingly, formed by a complex chain of reactions. The slag forming reactions are given below.
[Si] + 2[O] = SiO2 |
[Mn] + [O] = MnO |
[Fe] + [O] = FeO |
[P] + 5[O] = P2O5 | + CaO + (CaO + MgO) => Slag
These reactions are followed by secondary oxidation-reduction reactions, especially by decarburization taking place on the surface of liquid iron droplets circulating in the slag.
[FexOy] + y C = x Fe + y CO (g)
In the start-up period of a converter blow, when the bath temperature is low, slag is usually saturated by di-calcium silicate (2CaO.SiO2), but with the progress of hot metal oxidation the slag composition departs from the di-calcium silicate ‘nose’ returning in the later stage of the blow back to it and passing it to the tri-calcium silicate (3CaO.SiO2) saturation or even lime saturation range. The evaluation of the slag path passing the high temperature liquidus surfaces such as the 2CaO.SiO2 nose or liquidus surfaces of the 3CaO.SiO2 or lime and corresponding precipitation of solid phases from the liquid bath, is somewhat obscured by the fact that slags are multicomponent phases and the slag temperatures have been reported to exceed, even by several hundred degrees, the average temperature of the liquid iron bath.
Local affinities at phase boundaries (slag/bath, slag/droplet, bath/gas slag/gas, etc.) control the progress of similar reactions of the components in the same solution phase (iron melt or slag). The magnitude of the reaction affinity depends on the standard affinity and the activities (chemical potentials) of reaction components in solution phases. The local reaction affinities controlling the distribution of oxygen between the oxidation reaction of minor elements in the iron bath and iron i.e. the mutual progress of oxidation reactions, change with the time and temperature evolution of the process. In the same way, the local affinities of secondary oxidation reactions by iron (and other oxides in slag, like manganese oxide) control the progress of decarburization vs. oxidation of other minor constituents of iron droplets in the slag environment. This thermodynamic control of the oxidation reaction explains why iron is oxidized and slagged in soft blow. Weak mixing in iron bath results in slow transport of minor bath constituents (Si, Mn, C, etc.) from the bath interior to the superficial layers where oxidation takes place and from which iron droplets are splashed or burst into the slag. These layers are the petering out of minor elements, their activities in metal phase and, accordingly, reaction affinities are decreased relative to iron. Iron oxidation becomes thus thermodynamically favourable.
For the dephosphorization slag plays an important role in the oxygen converter steelmaking. The balance of oxygen activity in the steel and slag can be related in the oxidation phase as well as materials being used for dephosphorization. The equation of removing phosphorous from the steel is in simple terms is as follows.
2P + CaO + 5FeO => P2O5.CaO + 5 Fe Temp < 1640 deg C
2P + CaO + 5FeO <= P2O5.CaO + 5 Fe Temp > 1640 deg C
All this shows is that to remove phosphorous from the steel lime (CaO) and oxygen (FeO) is needed to produce the product of P2O5.CaO to trap in the slag. However, if the temperature go over 1640 deg C the reaction gets reversed and rephosphorization takes place. Hence for the removal of phosphorous, slag containing P2O5.CaO is to be removed by the deslagging of the converter in the middle of blow or it is necessary to add more lime, to blow the heat down more (oxygen activity) or to keep it cooler.

Leave a Comment