Deoxidation of Steel
Deoxidation of Steel
Steel making process consists of refining of hot metal to steel which is done under oxidizing atmosphere. During refining process oxygen get dissolve in steel. The following are the main sources of oxygen in steel.
- Oxygen blowing
- Use of oxidizing slags and iron ore during the steel making processes
- Picking of atmospheric oxygen by the liquid steel during the teeming operation
- Oxidizing refractories of the lining
- Rusted and wet scrap.
Deoxidation is the last stage in steelmaking. During making of steel, the steel bath at the time of tapping contains 400 to 800 ppm activity of oxygen. Deoxidation is carried out during tapping by adding into the teeming ladle appropriate amounts of ferro alloys or other special deoxidizers. If at the end of the blow the carbon content of the steel is below specifications, the liquid steel is also recarburized in the teeming ladle. However, large additions in the teeming ladle have the adverse effect on the temperature of the liquid steel.
Solubility of oxygen in steel is negligibly small. During solidification of molten steel, excess oxygen is rejected by the solidifying steel. Solubility of oxygen in liquid steel is 0.23 % at 1700 deg C. It decreases during cooling down process and then drops sharply during the solidification of liquid steel reaching 0.003 % in solid steel.
The excess oxygen liberated from the solid solution oxidizes the components of steel such as C, Fe, and alloying elements resulting into blowholes and non metallic inclusions entrapped within the cast steel structure. Both blowholes and inclusions have considerable effect on the mechanical properties and impact adversely the steel quality.
In order to prevent oxidizing of steel components during solidification the oxygen content of liquid steel need to be reduced. This is done by deoxidation of steel which is a steel making technological operation, in which concentration (activity) of oxygen dissolved in liquid steel is reduced to a required level. In addition to production of sound steel by eliminating blowholes and minimizing of non metallic inclusions, deoxidation is also employed for grain size control to enhance the toughness of the steel
Several strategies have been developed for deoxidation of steel. This may be accomplished by adding metallic deoxidizing agents to the liquid steel either before or after it is tapped, or by vacuum treatment, in which carbon dissolved in the steel is the deoxidizer. Besides deoxidation by metallic deoxidizers and deoxidation by vacuum, one more method of deoxidation namely diffusion deoxidation is sometimes employed.
According to the degree of deoxidation, there are four types of deoxidation ranging from fully deoxidized to slightly deoxidized. None of the various types are better than the other, but that each is useful in its own regard. According to the degree of deoxidation carbon steels can be subdivided into four groups.
- Rimming steels – These steels are partially deoxidized or non deoxidized low carbon steels evolving sufficient amount of carbon monoxide during solidification. Ingots of rimmed steels are characterized by good surface quality and considerable quantity of blowholes. Rimmed steels are usually tapped without having made additions of deoxidizers to the steel in the furnace or only small additions to the liquid steel in the teeming ladle, in order to have sufficient oxygen present to give the desired gas evolution by reacting in the mould with carbon. The exact procedures followed depend upon whether the steel has a carbon content in the higher ranges (C=0.12 % to 0.15 %) or in the lower ranges (C = 0.10 % max). When the liquid steel in the ingot mould begins to solidify, there is a brisk evolution of carbon monoxide (CO) gas, resulting in an outer ingot skin of relatively clean steel low in carbon and other solutes. Such ingots are best suited for the manufacture of electrode rods and steel sheets.
- Capped steels – Capped steel practice is a variation of rimming steel practice. The rimming action is allowed to begin normally, but is then terminated after a minute or more by sealing the mould with a cast iron cap. This practice is usually applied in steels with carbon content greater than 0.15 %. The capped ingot practice is usually finds application in the production of sheet, strip, wire and bars.
- Semi killed steels – These steels are incompletely deoxidized steels containing some amount of excess oxygen, which reacts with carbon forming sufficient amount of carbon monoxide during solidification of liquid steel to counter balance the solidification shrinkage. These steels generally have carbon content within the range of 0.15 % to 0.30 % and find wide application in structural shapes
- Killed steels – These steels are deoxidized to such an extent that during solidification there is no formation and evolution of carbon monoxide. Ingots and castings of killed steel have homogeneous structure and no gas porosity (blowholes). Aluminum is used for deoxidation, together with ferro alloys of manganese and silicon. In certain cases calcium silicide or other special strong deoxidizers are used. In order to minimize piping, almost all killed steels are cast in hot topped big end up moulds. For continuous casting, liquid steel is to be fully killed for defect free casting. Killed steels are generally used when a homogeneous structure is required in the finished steels. Alloy steels, forging steels and steels for carburizing are of this type, when the essential quality is soundness. In producing certain extra deep drawing steels, a low carbon (C= 0.12 % max) steel is killed, usually with a substantial amount of aluminum that is added in the ladle, in the mould or both. Although deoxidation of steel by aluminum suppresses the formation of carbon monoxide during solidification, and hence suppresses blow holes, there are many steel processing operations where aluminum killing of steel is undesirable.
There are primarily three elements used in steel deoxidation of steel. These are manganese (Mn), silicon (Si) and aluminum (Al). Manganese and silicon are added in the form of either high carbon or low carbon ferro alloys or as silico-manganese (Si-Mn) alloy. Aluminum which is added for deoxidation is having a purity level of around 98 %. Sometimes calcium (Ca) is also used for deoxidation.
Calcium is the most efficient deoxidizer and Si is not so efficient as compared to Ca. Al is also a strong deoxidizing element when compared with Si. Though Ca and Al are very efficient deoxidizers, but they oxidize very fast and moreover, their density is much lower than steel. Also Ca has a boiling point of 1485 deg C which means Ca is in gaseous phase at the steelmaking temperature. Suitable injection methods or addition methods are necessary for deoxidation with Ca.
Deoxidation can be carried out either by a single element such as Si, Al, Mn etc or by mixture of elements such as Si + Mn, Ca-Si-Al etc. Deoxidation by single element is known as simple deoxidation.
Whereas deoxidation by a mixture of elements is known as complex deoxidation. In both simple and complex deoxidation, oxide is formed; hence it is also termed precipitation deoxidation. Deoxidation is also carried out by carbon under vacuum; which is called vacuum deoxidation. Elements are added in the form of Ferroalloys Fe-Si, Fe-Mn or Fe-Si + Fe-Mn etc. In complex deoxidation where a mixture of Si + Mn, Ca + Si, Ca + Si + Al is used, the following advantages are reported as compared with simple one.
- The dissolved oxygen is lower.
- Due to formation of liquid deoxidation product agglomeration of the product into large size can be obtained easily and can be floated easily.
Deoxidation with Fe-Mn
When the steel is partially deoxidized with Mn, the iron also participates in the reactions, forming liquid or solid Mn (Fe) O as the deoxidation product.
[Mn] + [O] = MnO
[Fe] + [O] = FeO
The state of equilibrium of steel with the deoxidation product Mn (Fe) O is shown in Fig 1.
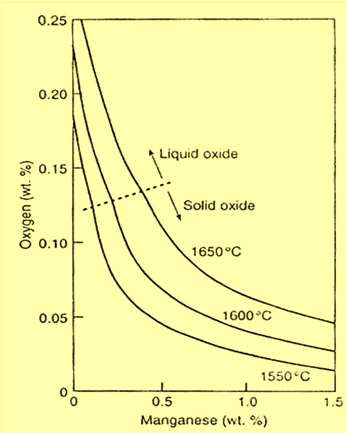
Fig 1 Manganese and oxygen contents of iron in equilibrium with FeO – MnO liquid or solid solution
Deoxidation with Si and Mn
Deoxidation by Si is much more complete than that by Mn and simultaneous deoxidation by these two elements gives much lower residual oxygen in solution, because of reduced Si activity. Depending on the concentration of Si and Mn added to steel in the teeming ladle, deoxidation product will be either molten manganese silicate (MnO.SiO2) or solid silica (SiO2).
[Si] + 2[O] = SiO2 (1)
[Mn] + [O] = MnO (2)
One of the early pioneering studies of slag-metal reaction equilibria is that attributed to Korber and Oelsen for their measurement of the equilibrium distribution of Mn and Si between liquid iron and MnO-FeO-SiO2 slag saturated with SiO2. The results of their experiments at 1600 ± 10 deg C are shown in Fig 2.
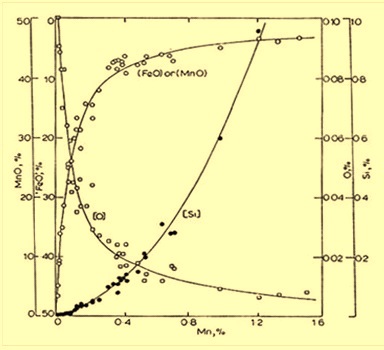
Fig 2 Concentration of Mn, Si and O in liquid iron equilibrated with SiO2. Saturated manganese silicate melts at 1600 ± 10 deg C
Deoxidation with Si, Mn and Al
Semi killed steels with residual dissolved oxygen in the range 40 to 23 ppm are made by deoxidizing steel in the teeming ladle with the addition of a small amount of aluminum together with silico-manganese or a combination of ferrosilicon and ferromanganese. In this case, the deoxidation product is liquid manganese-alumino-silicate having a composition similar to 3MnO.Al2O3.SiO2. With small addition of aluminum, e.g. about 15 kg for 100 t heat together with Si/Mn almost all the aluminum is consumed in this combined deoxidation with Si and Mn. The residual dissolved aluminum in the steel will be less than 10 ppm. Deoxidation equilibria with Si and Mn compared with Al, Si and Mn for the deoxidation product saturated with Al2O3 is shown in Fig 3.
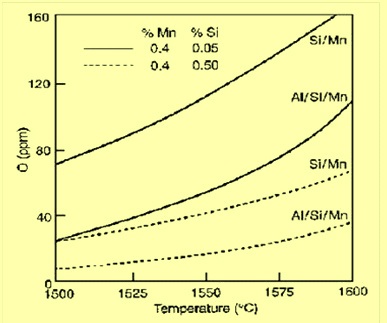
Fig 3 Deoxidation equilibria with Si and Mn compared with Al, Si and Mn for the deoxidation product saturated with Al2O3
Deoxidation with Al
Aluminum is a very effective deoxidizer which is used in most steelmaking operations. Usually the aluminum deoxidation is carried out in teeming ladle. In certain cases the Al additions are also made in the mould during ingot or continuous casting. Apparent equilibrium relations for the deoxidation products: pure Al2O3 and molten calcium aluminate with CaO/Al2O3 ratio of 1 are shown in Fig 4.
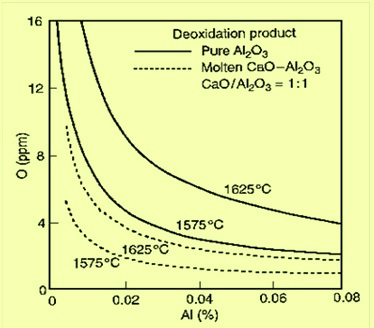
Fig 4 Deoxidation with Al in equilibrium with Al2O3 or liquid calcium aluminate with CaO/Al2O3 being 1
When the Al killed steel is treated with Ca-Si the alumina inclusions are converted to molten calcium aluminate. For the ratio CaO/Al2O3 of 1 the activity of Al2O3 is 0.064 with respect to pure Al2O3 at temperatures in the range 1500 -1700 deg C.

Leave a Comment