Twinning Induced Plasticity Steels
Twinning Induced Plasticity Steels
Twinning induced plasticity steels, also known as TWIP steel, are a class of austenitic steels which can deform by both glide of individual dislocations and mechanical twinning. The steels are fully austenitic and nonmagnetic, with no phase transformation. These steels represent one of the types of new families of high strength steels which have been developed in recent years to meet the increased demands of weight reduction in automobiles.
The formation of deformation twins causes a large degree of deformation. This deformation mode is the reason behind the naming of this group of steels.
First steel based on plasticity induced by mechanical twinning was found in 1998 which had strength of 800 MPa with a total elongation of above 85 %. These values varied with deformation temperature, strain rate and chemical composition.
Composition and micro structure
TWIP steels contain a high level of manganese (Mn) content. These steels are normally composed of iron (Fe), 15 % to 30 % manganese (Mn), 1 % to 3 % silicon (Si) and 1 % to 3 % aluminum (Al). The steels usually contain large concentrations of Mn because it is crucial to preserve the austenitic structure based on the ternary system of Fe-Mn-Al. The main influence of Mn in TWIP steels is to control the stacking fault energy (SFE) and therefore the deformation mode. The addition of aluminum to Fe-high Mn TWIP steels is because it increases SFE significantly and therefore stabilizes the austenite against phase transformations which can occurs in the Fe-Mn steels during deformation.
Furthermore, it strengthens the austenitic micro structure by solid solution hardening. Al also improves corrosion resistance. Silicon sustains the austenite transformation into martensite, since its lowers the SFE and increases the number of stacking faults that are nucleation sites for martensite. It also strengthens austenite by solid solution hardening. Carbon is an austenite stabilizer and strengthens the matrix by solid solution.
The structure of TWIP steels is face centered cubic (FCC), i.e., austenite, with a low stacking fault energy (SFE) that promotes deformation twinning. The twinning both increases the strength via additional hardening and extends ductility. The typical micro structure of 20 % Mn TWIP steel in the rolling direction and at 30 % deformation is at Fig 1.
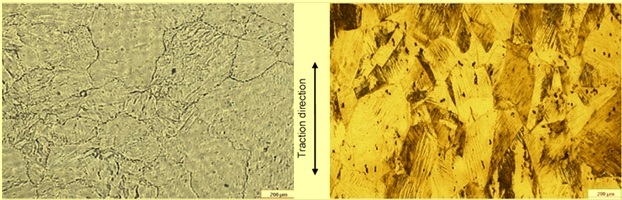
Fig 1 Typical micro structures of TWIP steel in the rolling direction and at 30 % deformation
TWIP steels demonstrate their formability for complex automotive parts despite their high strength. Their behavior in stretch forming, in particular during hole expansion, is not as good as one may have expected, when compared e.g. to that of IF (interstitial free) steels. This is mainly due to the absence of post uniform strain, which is a direct consequence of the low strain rate sensitivity. The application of Zn and Zn alloy coatings by hot dip galvanizing requires special care as there are clear indications that a MnO surface layer is formed during continuous annealing and processing in a hot dip galvanizing (HDG) line. This MnO surface layer very likely influences coating adhesion, and electrolytic Zn deposition is very likely be the preferred route for coating TWIP steels
Deformation mechanism and SFE in TWIP steels
TWIP steels derive their exceptional properties from a specific strengthening mechanism called twinning. The formation of mechanical twins during deformation generates high strain hardening, preventing necking and thus maintaining a very high strain capacity.
Twinning is a predominant plastic deformation mechanism at room temperature in TWIP steels due to their lower SFE. Since SFE is closely related to temperature, there will be a major influence of deformation temperature on mechanical properties for the steels with SFE controlled deformation mechanism.
TWIP steels have an austenitic microstructure whose structure is face-centered cubic (FCC). This structure can be schematized as ABCABCABC (Fig. 2). A stacking fault in a FCC crystal corresponds to a stacking which is locally of the type ABA. Thus a hexagonal structure (type ABABAB) is created locally within the FCC structure. This situation, even at a local scale, is energetically unfavorable.
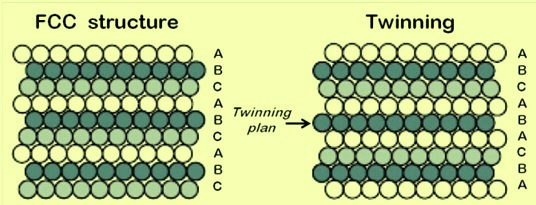
Fig 2 Perfect crystal FCC compared to a twinning situation in a FCC structure
Stacking faults are normally generated in metals by dissociations of perfect dislocations. The energy necessary to create locally a hexagonal structure in a FCC structure is called the stacking-fault energy (SFE). The magnitude of the SFE controls the ease of cross slip of dislocations in FCC metals. The SFE is primarily controlled by the temperature and the chemical composition and it determines the deformation modes, i.e., with a decreasing SFE, the deformation mechanisms are sequentially as follows.
- Glide of dislocations in specific planes, which is the most common deformation pattern for metals.
- Formation of mechanical twins
- ? martensitic transformation (creation of a compact hexagonal phase)
Mechanical ? martensitic transformation only occurs if the SFE is below 18mJ/mol and mechanical twinning occurs if the SFE is in the range of 12–35 mJ/mol. Other parameters such as grain size and shear modulus can influence the deformation mechanisms.
Deformation twinning is a very favorable mechanism, because it gives rise to a proper work hardening rate. The very fine twin lamellae can be regarded as extra intra granular obstacles that inhibit dislocation movement (comparable to grain refinement). This mechanism explains the great strength properties demonstrated by TWIP steels.
The deformation mechanism of low SFE can be described with three stages namely (i) simple planar gliding, (ii) multiple planar gliding, and (iii) deformation induced twinning. The first stage is characterized by an easy gliding of dislocations in a single plane.
With increasing deformation, dislocation concentration raises and consequently the internal stresses too and this activate the second stage. Work hardening is very small during this first stage. Many gliding systems are activated during the second phase whose characteristic is a constant work hardening. After a certain critical stress, an intense twinning phenomenon is initiated, which is the beginning of the third stage. It is during this final stage that twinning occurs. Multiple twins are formed in the steel which is the root of a high ductility and a major strength. These characteristics seem to be the result of the combination of dislocations gliding in slip planes and of deformation induced twinning. The planar gliding activates the formation of stacking of dislocations which enables a constant and high work hardening when at least two gliding systems are activated.
The twinning results in a high value of the instantaneous hardening rate (n value) while the microstructure turns out to be finer and finer. The resultant twin boundaries behave like grain boundaries, thus strengthening the steel.
TWIP steels have the unique combination of very high strength and very high stretchability. The n value rises to a value of 0.4 at an engineering strain of roughly 30 % and then continues to be constant until both uniform and total elongation attains 50 %. At the same time, it hardens without breaking and it resists tensile pressures up to 1100 MPa and it could be stretched to approximately 90 % of its length without breaking.
Applications
TWIP steels have highly desirable properties exhibiting both high strength and large ductility combined with good wear and corrosion resistance. These steels are attractive for automotive applications due to their high energy absorption, which is more than twice that of conventional high strength steels, and high stiffness which can improve the crash safety. The steels have very good mechanical advantages for the improvement of the automotive design, a very good crash resistance and they also reduce the vehicle weight.
The strength and ductility of these high Mn steels are considerably greater than all other classes of steels for automotive applications. These exceptional set of properties make them ideal for automotive frame and safety structures since the increase in ductility enables the formation of more complex parts in a single step while the increased strength allows the designer to use thinner sections, reducing the weight, while maintaining collision energy absorption performance. The significant weight reduction and the potential reduced product liability justify their increased cost, roughly 1.6 to 1.8 times of conventional steels.

Leave a Comment