Silica Refractories
Silica Refractories
Silica refractories were first produced in United Kingdom in 1822 from Ganister (caboniferous sandstone) or from so called Dinas sand.
Silica occurs in a variety of crystalline modifications, e.g. quartz, tridymite, and cristobalite and also as an under-cooled melt called quartz glass. The crystalline modifications each have a high and low temperature forms which can transform reversibly. The crystal structure of the individual SiO2 modifications can differ widely, so that distinct density changes occur during transformation. This is of great importance during heating and cooling because of the change in the volume.
Quartz requires the smallest volume and the quartz glass the largest. During firing above approximately 900 deg C, quartz transforms into the other modifications and melt completely at 1725 deg C. During slow cooling , reversible volume decreases take place which are a result of the spontaneous transformation of the crystal structure from the high to the low temperature modification (Fig 1). The reversible and irreversible volume effects can cause considerable stress within the refractory brick structure.
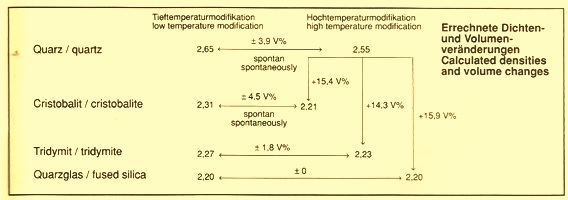
Fig 1 Calculated volume and density changes
Production of silica refractories
The silica refractories are manufactured as multiple asymmetric shapes, which are normally keyed or interlocked with each other by means of tongues and grooves.
It is the objective of the manufacturer of silica refractory bricks to select the raw materials and the firing process in such a manner that the degree of quartz transformation is suitable for the intended application of the brick. The raw material for silica brick is naturally occurring quartzite which must meet certain requirements in order to achieve optimum brick properties. If refractoriness or thermal expansion under load (creep) are the main requirements, a quartzite of high chemical purity must be selected. Raw materials for volume stable products should have good transformation properties.
The chemical composition of quartzite is important in its evaluation as a raw material, in particular the content of alumina and alkalis, as these lower the melting point and considerably reduce the possibilities of application. In addition the firing behaviour of the quartzite must be taken into account.
After the washed raw materials have been crushed, ground and screened to the various grain fractions, the individual fractions are combined in predetermined proportions according to the required application properties. In most cases, muller mixers are used for mixing and special bonding agents. Generally around 2 % slaked lime in liquid form (lime water) and some sulphite solution as a temporary binder, are added at the same time. The friable mix is then processed on friction presses or hydraulic presses. Complicated shapes or those where short runs are required, are still rammed by hand. Drying takes only a short time, one to two days, as lime bonded silica are not sensitive when drying.
Silica bricks are fired at temperature of about 1450-1500 deg C with longer holding times being required at the highest temperatures. For this reason, firing in annular kilns or bogie hearth furnaces are preferred. Because the transformation of the silica modifications takes place suddenly, cooling must be carried out slowly or the bricks will crack. It is necessary to maintain a carefully planned time temperature cycle during firing because there are critical temperature ranges through which the silica brick must pass so that a strong, well bonded bricks are obtained.
During firing, the linear growth of silica brick is about 4 %. The growth is less than the increase in the molar volume would suggest, because there is a contraction of the pores.
Properties of silica bricks
Silica refractories consist mainly of silicon dioxide (SiO2). Not taking into account raw materials impurities, silica refractories also contain calcium compounds formed from calcium hydroxide which is used as a bonding agent.
The fired silica brick contains the crystalline SiO2 modifications cristobalite, tridymite and some residual quartz. During the firing process, the lime reacts with the finest quartzite components to form wollastonite (CaO.SiO2). The matrix also contains very small quantities of calcium ferrite, hematite, magnetite, calcium olivine and hedenbergite [calcium ferrous silicate, CaFe(SiO3)2], which are formed from impurities. These crystalline phases are the reason for the discoloration and spot formation on the fired bricks.
The transformed coarse grain generally consists of cristobalite, a proportion of residual quartz corresponding to the degree of transformation and very little tridymite, whereas the fine grained matrix is enriched with tridymite, glass and wollastonite. Silica bricks with identical chemical composition can have differing mineralogical compositions and this can cause quite different behaviour during use. Therefore, it is not always sufficient to evaluate silica bricks solely by their chemical composition. It is essential to also consider the degree of transformation (residual quartz content) and the thermal expansion behaviour of the bricks.
The degree of transformation of the bricks can be determined easily and accurately by the density of the residual quartzite content. The density of a fired silica brick is lowest when the degree of transformation is farthest advanced and attain the value of 2.33 g/cu cm with complete transformation. The density allows conclusions to be drawn with respect to the irreversible after-expansion which must be expected during service. The degree of transformation can be evaluated even more accurately with the help of the residual quartz content, which is determined by the radiographic phase analysis or X-ray diffraction analysis.
The appearance of the bricks also indicates to the degree of transformation. This is shown in Tab 1.
| Tab 1 Appearance and properties of silica bricks | ||||
| Colour | Density | Residual quartz | Degree of transformation | Linear after expansion(according to quartzite type |
| g/cu cm | % | % | ||
| Greenish white | Above 2.45 | 20 or greater | Low | 2-3 |
| Evenly brown | About 2.40 | 15-20 | Medium | 1-2 |
| Light brown spotty or yellowish white | Below 2.35 | Less than 6 | Very good | Less than 1 |
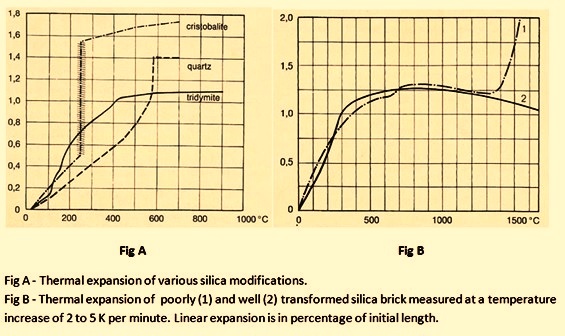
The reversible thermal expansion also depends on the mineral composition. Tridymite and cristobalite do not expand linearly during heating but exhibit sudden changes in length both during heating and during cooling. (Fig A)
These changes in length are caused by the sudden transformations behaviour of the space lattice of these minerals. Quartz shows such a transformation at 573 deg C, tridymite at 117 deg C, and cristobalite between 225 deg C and 270 deg C. It is to be noted in particular that the thermal expansion of cristobalite is considerably greater than that of the tridymite.
Because well transformed silica bricks contain little or no residual quartz, their behaviour under the influence of temperature is largely determined by the ratio of cristobalite to tridymite.
During heating up, silica bricks expand rapidly with the total reversible expansion being completed at around 800 deg C. (Fig B) Therefore they are insensitive to the temperature fluctuations above 800 deg C (red heat), but very susceptible below this temperature because of the sudden volume expansion. For this reason, sufficient time must be allowed for heating furnaces up to about 800 deg C.
A characteristic of silica bricks is the difference of only 10 K between the beginning and the completion of softening during the refractoriness under load test. Because of their low glass content, the bricks form very small amounts of liquid at high temperatures. The amount of liquid phase at 1600 deg C is between 10 % and 20 % and only increases strongly above 1650 deg C. For this reason, silica bricks can be used practically up to the melting point. During use of too high temperatures, combined with chemical attack, the bricks drip or run.
Thermal expansion under load (creep) and content of liquid phase are adversely affected by the Al2O3 content in particular. The requirements for silica bricks, which have increased during recent years for coke ovens, blast furnace stoves, and glass furnace have led to the development of extremely dense bricks low in fluxing agents. These special bricks, using selected raw materials in their manufacture, contain the same quantity of viscous melt at 1695 deg C as there is in normal bricks at 1650 deg C. Therefore they have a considerably higher temperature resistance before the destruction process starts through melting and dripping.
As a result of their high density, the special silica bricks for coke ovens have a much higher thermal conductivity than ordinary silica bricks. This improves the thermal efficiency of the coke oven batteries.
If normal silica refractories are to be fired very carefully, the firing process of special silica bricks requires even greater attention and the technical firing instructions must be precisely observed. The polymorphic transformations of quartz into tridymite and cristobalite are accompanied by volume changes which can have a disastrous effect during the firing of special silica bricks, because the resulting internal stress can loosen the brick structure.
Silica bricks have a relatively high melting temperature of 1695 deg C to 1710 deg C. They have the ability to withstand a 172 to 345 kPa load to within 28 deg C to 56 deg C of the ultimate melting point. They have excellent creep properties. The purity of the brick is important. For example, if the sum of alumina, titania, and alkalis content in a brick is 1.0 %, the load to failure will be 28 deg C to 50 deg C lower than in another brick in which this sum is only 0.5 %. At temperature of around 593 deg C, silica bricks are nearly volume stable and virtually free from thermal spalling, while at temperatures below 593 deg C, silica bricks are highly susceptible to thermal spalling.
Application
Silica refractory is the most abundant refractory used in the construction of a coke oven battery (COB). Silica is the refractory of choice primarily because, at normal COB operating temperatures, silica refractories are subject to minimal creep. Also, since nearly all of the expansion of silica brick takes place below 650 deg C, during normal operation of a COB, the moderate temperature fluctuations of the walls have no effect on the volume stability of the refractory comprising the wall. A COB design can have well over 400 different shapes used in its construction. These shapes are installed with a silica mortar.
Since the later part of 1950s there had been a general trend to use high bulk density (BD) silica bricks (BD greater than 1850 kg/cum) in COB construction, since increasing BD is accompanied by corresponding increases in cold strength and thermal conductivity.
Other than COB, silica bricks are used mainly in glass melting furnaces, hot blast stoves, and electric arc furnace roofs.
Silica mortar
Silica mortar is primarily composed of the silica mineral quartz. In general, there are two types of mortar used, an air setting, which contains a small amount of sodium silicate, and a heat setting, which is basically the same mortar, but without the sodium silicate. Both the types of silica mortar typically do not bond to the silica brick at normal battery operating temperatures. Therefore, it does not impart any strength to the wall. Also, since the primary mineral constituent in the mortar is quartz, the mortar is not volume stable. The quartz in silica mortar installed in an operating battery slowly converts to the high temperature forms of silica—tridymite and cristobalite—during normal battery operation. This conversion is accompanied by a significant increase in volume. This conversion happens first on the hotter flue side of the wall. This means that the mortar in the horizontal joints assumes a wedge shape; thicker on the flue side and thinner on the oven side of the wall.

Leave a Comment