Production Process for Shaped Refractories
Production Process for Shaped Refractories
Refractory products can be shaped (formed) or shapeless (monolithics/castables). They can be made of acidic, neutral, basic or composite materials. The materials used for the production of refractories may or may not contain additives. Further shaped refractories can be made in several shapes and are usually called refractory bricks. Typical production flow used in the process of the production of refractories is given in Fig 1.
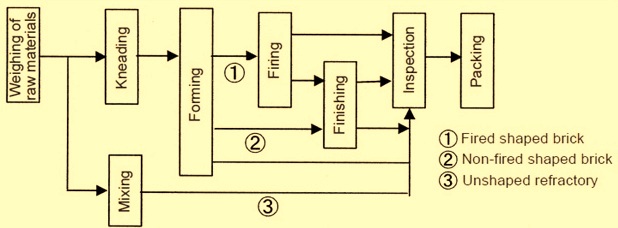
Fig 1 Typical flow in the production process for refractories
Shapeless refractories are normally dispatched from the refractory manufacturing plant not as a refractory but as refractory materials which become refractory only after it undergoes mixing, forming, aging, drying, and preheating etc. at the site of use. This means that in case of shapeless refractories, a part of the process in the manufacture of shaped refractories shifts to site of use.
The fundamentals of refractory bricks manufacturing have not changed over time. However, technological advancements have made contemporary brick plants substantially more efficient and have improved the overall quality of the products. The manufacture of these refractories is based on knowing which combination of chemical compounds and minerals will give the produced refractories its needed properties such as refractoriness, thermal stability, corrosion resistance, thermal expansion, and other important qualities. A more complete knowledge of raw materials and their properties, better control of firing, improved kiln designs used for firing of green refractories and more advanced mechanization have all contributed to the advancement of the refractory brick industry.
The technical objectives of manufacture of a given refractory are to obtain its properties and performance for an intended application. For fulfilling these objectives, the basic components of the refractory manufacture consist of proper selection of raw materials, processing methods, and maintenance of technological parameters during manufacture. The insights of manufacture have to do with the features of phase composition and microstructure (collectively known as material character) which are developed through processing, and which are responsible for the product properties and its behaviour during use.
Raw materials
Well selected raw materials are the crucial part for the development and the production of satisfactory refractory products. The raw material properties influence directly and indirectly important refractory properties. Raw materials have to match at least the following six different properties for the production of high performance refractory products.
- Sufficient initial grain size
- Density / porosity
- Main mineral / oxide share
- Limits in reducible oxides and / or fluxing oxides
- Molar balance of important oxides
- Crystal size of the main mineral / oxide
The different properties of refractories such as density, porosity, permeability, crushing strength, modulus of rupture and elasticity as well as thermal shock resistance are mainly determined by the raw materials in addition to the production process of the refractories.
The raw materials used for the manufacture of refractories include different types of clays (either in natural or calcined form), grog (also called chamotte), processed raw materials (calcined, sintered, burnt or fused), additives also known as matrix chemicals (can be in solid, liquid or colloidal form), and bonding materials etc.
Raw material processing
Raw material processing for refractory manufacture consists of the following steps.
- Crushing and grinding
- Sieving or grading
- Magnetic separation of tramp iron
- Batch weighing
- Batch mixing
The crushing and grinding operation is carried out in the primary, secondary and fine crushing/grinding units to meet the requirements of different grain size of raw materials according to the desired granulometry for the refractory batch composition. For primary crushing and for a minimum grain size of 10-12 mm, jaw crushers and gyratory crushers are normally used. The roller crusher, disk crusher, impact mill, and various types of hammer mills are used for secondary crushing for achieving a minimum grain size of approximately 4 mm. Pulverizers of different types such as attribution mill, ball mill, rod mill, and tube mill etc. are used for fine grinding up to a minimum size of 200 mesh. Vibrating mill, jet mill, micronizer etc. are used for some special products, which require super fine powders of some of the raw materials of size up to 10 microns or even less.
The crushed and ground raw materials are sieved or graded into different size fractions as per the requirement of the refractories under production. This is carried out by passing them through vibrating or rotary screens or air classifiers. In case of a vibrating screen, a set of screens, as desired, are fixed in the vibrating frame so that several fractions are obtained in operation. Rotary screens are in the form of a rotary cylinder, consisting of screens of several sizes in series, set on a common inclined axis, the larger openings in the set up being towards the bottom end or discharge end, while the smallest opening is at the upper end or feed end. This type of screen is suitable for classifying mainly the coarser fractions. The air classification is undertaken for fine fractions. Air classifiers are convenient for fine particles, down to the order of a few to 10 micrometers diameter. For separation, centrifugal or ‘cyclone’ types are common. Here bigger particles are re-circulated in to the system and fine ones fed to the silo.
Size classification is done to divert various size fractions to different storage bins and may be conducted using any convenient number of tiers and any selected set of screen sizes or mesh numbers. Little matter that particles may be irregular and jagged in shape, or elongate or oblate. Standard screens are used with square openings. They pass and hold back what they will. The screens do get sticky in case of finer sizes and the blinding of screens may occur, preventing some or all finer particles from passing through. This is a common observation when screening is carried out for finer materials. This is the reason that dry screening is rarely practiced for fine sizes. Wet (i.e., slurry) screening may relieve blinding for classification purposes.
Free iron or tramp iron coming in the crushed and ground materials are removed from material by magnetic separation. Pieces of tramp irons are removed with the help of the magnetic separator which is either pulley or suspended type with either permanent or electromagnet. The crushed materials from which the iron is to be removed are either placed on a moving belt passing over magnetic rollers or allowed to fall directly on rotating magnetic rollers in single or in series, one above the other, for removing the iron.
Refractory bricks are produced in batches. A batch of raw materials consists of fine, medium and coarse fractions in required quantities (ratio). Batch weighing cars are normally employed to draw accurate quantity of required material in proper size fractions from the storage bins. In case of small batches, it is normally done manually using weighing machines.
Weighed materials are mixed thoroughly employing suitable mixer. Several type of mixers are available for the mixing of materials in a batch. These are pan mixer, trough mixer, drum mixer, pug mill, and counter current mixer etc. Normally, for semi dry and plastic forming process, the batches for fire clay refractory are mixed in trough mixer and pug mills. The counter current type mixer is used for producing mixture for dry processing of high alumina or basic refractory in particular where moisture content is less than 10 %.
The mixing and kneading machines for manufacturing refractories are normally of two types namely (i) the fixed vessel type, and (ii) the driven vessel type. The mixing and kneading machines for the production of the refractory bricks are exclusive for the application of dry and semi dry pressing because the amount of binder is minimum. And so the mixing and kneading machines are equipped with mixing blades or muller wheels.
Shaping or forming
The refractory bricks are formed by various methods which include either hand moulding or in different types of forming and moulding machines which includes presses. The type of moulding adopted depends on the shapes and sizes of the refractory and its quantity. Broadly moulding / pressing methods can be divided into three categories namely (i) semi dry pressing or stiff mud process, (ii) plastic moulding or soft mud process, and (iii) dry press process. The moulded brick is called green brick.
In the stiff mud or extrusion process, water is in the range of 10 % to 15 % is mixed to produce plasticity. After mixing, the refractory mix goes through a deairing chamber that maintains a vacuum of 375 mm to 725 mm of mercury. Deairing removes air holes and bubbles, giving the refractory mix increased workability and plasticity, resulting in greater strength. After this, the refractory mix is extruded through a die to produce a column of the mix. As the mix column leaves the die, textures or surface coatings may be applied. An automatic cutter then slices through the mix column to create the individual brick. Cutter spacings and die sizes must be carefully calculated to compensate for normal shrinkage that occurs during drying and firing. The majority of refractory bricks are normally produced by the extrusion process.
The soft mud or plastic moulding process is particularly suitable for refractory mix containing too much water to be extruded by the stiff mud process. Refractory mixes are mixed to contain 20 % to 30 % of water and then formed into shapes in molds. To prevent refractory mix from sticking, the moulds are lubricated with either sand or water to produce ‘sand-struck’ or ‘water-struck’ brick. Bricks can be produced in this manner by machine or by hand.
The dry pressing is achieved under high pressure in heavy duty presses or even by jolting and pressing action particularly for fine grain mixtures. This process is mainly suited to refractory mixes of very low plasticity. Refractory mixes are mixed with a minimal amount of water (up to 10 %), then pressed into steel moulds under pressures from 3.4 MPa to 10.3 MPa by hydraulic presses or compressed air rams.
Drying and firing
Wet bricks from moulding or cutting machines contain a large quantity of moisture, depending upon the shaping process. Before the firing process begins, most of this water is to be evaporated in dryer chambers at temperatures ranging from about 40 deg C to 200 deg C to bring down the moisture content to a level which is preferably less than 1 %. The extent of drying time, which varies with refractory mixes, generally is between 24 to 48 hours. Although heat may be generated specifically for dryer chambers, it usually is supplied from the exhaust heat of kilns to maximize thermal efficiency. In all cases, heat and humidity must be carefully regulated to avoid cracking in the green bricks. The larger bricks which are difficult to handle are dried on hot floor that are heated from underneath by waste flue gases or steam.
The final operation in the production of refractory bricks and shapes is their firing. During firing, the bricks are heated to the desired temperature and kept at that temperature for certain amount of time for soaking to properly mature the brick.
There are several types of furnaces/kilns which are used. The furnaces/kilns can broadly be divided into intermittent, semi continuous and continuous. The most common type is a tunnel kiln, followed by intermittent kilns. Fuel may be oil, gas or coal, or a combination of these fuels.
Intermittent kiln is the one that is loaded, fired, allowed to cool and unloaded, after which the same steps are repeated. Dried bricks are set in these kilns according to a prescribed pattern that permits circulation of hot kiln gases. These kilns are normally down draft kilns which are used only in the small manufacturing units. The down draft kilns are designed to accommodate a large pile of refractory bricks. These are either round or rectangular is shape, provided with ‘ a number of fire boxes (for coal firing) or burner ports (for gas or oil firing) around the kiln. The height of the roof is so provided as to accommodate the volume of combustion gases within the space left empty above the stack of the bricks under the roof. The flue gas together with the flame is directed towards the roof and then reflected downwards through the channels and flues provided on the floor and underneath. In such kilns, the loss of heat is enormous as the combustion gas passes out to the chimney without performing any additional function. Also, a large quantity of heat is lost in heating up the furnace structure every time the kiln is being fired because of its intermittent nature. The heat efficiency of such kilns is poor at around 15 %.
The semi continuous kilns are ring chamber kilns and shuttle kilns. The continuous kiln is the tunnel kiln. The continuous kilns are the most common kilns in refractory industry because the temperature profile is maintained along the length of tunnel and bricks move on car inside the tunnel on rails.
The process of loading a kiln car or kiln with shaped brick is called hacking. The number of bricks on the kiln car is determined by kiln size. The bricks are preferably placed by mechanical means. The setting pattern has some influence on appearance. Bricks placed face to face gives a more uniform colour than the bricks that are cross set or placed face to back.
The firing of the bricks is done between 10 and 40 hours, depending upon kiln type and other variables. In the tunnel kiln, bricks loaded onto kiln cars, pass through various temperature zones as they travel through the tunnel. The heat conditions in each zone are carefully controlled, and the kiln is operated continuously.
Firing may be divided into five general stages namely (i) final drying (evaporating free water), (ii) dehydration, (iii) oxidation, (iv) vitrification, and (v) flashing or reduction firing. All except flashing are associated with rising temperatures in the kiln. Although the actual temperatures differs with the type of refractory mix.
Refractory mix generally softens slowly and melts or vitrifies gradually when subjected to rising temperatures. Vitrification allows the mix to become a hard, solid mass with relatively low absorption. Melting takes place in three stages namely (i) incipient fusion, when the mix particles become sufficiently soft to stick together in a mass when cooled, (ii) vitrification, when extensive fluxing occurs and the mass becomes tight, solid and nonabsorbent, and (iii) viscous fusion, when the mix mass breaks down and becomes molten, leading to a deformed brick. The key to the firing process is to control the temperature in the kiln so that incipient fusion and partial vitrification occur but viscous fusion is avoided. The rate of temperature change must be carefully controlled and is dependent on the raw materials, as well as the size and curing of the bricks being produced. Kilns are normally equipped with temperature sensors to control firing temperatures in the various stages. Near the end, the bricks may be flashed to produce color variations.
After the temperature has peaked and is maintained for a prescribed time, the cooling process begins. Cooling time rarely exceeds 10 hours for tunnel kilns and from 5 to 24 hours in intermittent kilns. Cooling is an important stage in brick manufacturing because the rate of cooling has a direct effect on the colour of the bricks. After the cooling the bricks are inspected, sorted, graded and packaged for dispatch.

Leave a Comment