Processes for Beneficiation of Iron Ores
Processes for Beneficiation of Iron Ores
Iron is an abundant element in the earth’s crust averaging from 2 % to 3 % in sedimentary rocks to 8.5 % in basalt and gabbro. Because iron is present in many areas, it is of relatively low value and thus a deposit must have a high percentage of metal to be considered ore grade. Typically, a deposit must contain at least 25 % iron to be considered economically recoverable.
Over 300 minerals contain iron but five minerals are the primary sources of iron ore. They are (i) magnetite (Fe3O4), (ii) hematite (Fe2O3), (iii) goethite (Fe2O3.H2O), (iv) siderite (FeCO3), and (v) pyrite (FeS2). Mining of iron ores requires drilling, blasting, crushing, screening, and blending of the ores.
Crushing and screening are an integral part of ore producing facilities. Crushing usually involves a primary crusher and secondary crushers operating in closed circuit with vibrating screens. Equipment selection is determined largely by the friability of the ore. Most of the screening operations on high grade ores are dry except when the fines fraction can be effectively upgraded by desliming.
Iron ores normally fall within one of the three categories namely (i) direct shipping, or high grade ores, which contain enough iron to be charged to the iron making furnace directly and may only require crushing, screening, and blending, (ii) associated low grade merchant ores which occur around the high grade ores that can be mined concurrently and which require minor upgrading by washing to increase their iron content, (iii) low grade ores that requires extensive crushing, grinding and concentration to produce an acceptable concentrate. The iron ores that fall within these three categories have quite different processing requirements. To obtain a uniform product, ores of different grades, compositions, and sizes are usually blended.
The term beneficiation in regard to iron ores encompasses all of the methods used to process ore to improve its chemical, physical and metallurgical characteristics in ways which makes it a more desirable feed for the iron making furnace. Such methods include crushing and grinding, washing, filtration, sorting, sizing, gravity concentration, magnetic separation, flotation along with agglomeration. The beneficiation operations results in the production of two products namely (i) a concentrate, and (ii) a tailing (waste), which is discarded.
Crushing and grinding
Beneficiation begins with the crushing and grinding along with wet or dry classification of extracted ores in preparation for further activities for the enhancement of iron content of the ores. Crushing and grinding is a multi staged process and may use dry or wet ore feed. Depending on the ore hardness two, three, and sometimes four stages of crushing, are used to reduce the run of mine (ROM) ore to the required feed size. Primary and secondary crushing is normally by gyratory or cone crushers. Jaw crushers rarely have the capacity or the durability to be used as a primary crushing unit unless the ore is exceptionally soft. Tertiary crushing to a top size of 25 mm is usually by short head crushers operating in closed circuit with screens. Typically, primary crushing, secondary crushing and screening take place at the mine site.
The capital investment and operation costs of crushing and grinding are substantial. Hence, economics play an important part in determining the use of these equipment and the degree of crushing and grinding to be carried out of the ore for further beneficiation. Other important factors include the value concentration of the ore, its mineralogy, hardness, and moisture content.
Subsequent to initial crushing, fine grinding reduces the ore particles to the consistency of fine powder (325 mesh, 0.44 microns). The choice of grinding circuit is based on the density and hardness of the ore to be ground. Although use of the rod or ball mill grinding is quite common, a few facilities use autogenous or semi autogenous grinding systems. Autogenous grinding uses coarse pieces of the ore itself as the grinding media in the grinding mill. Semi autogenous operations use metallic balls and/or rods to supplement the grinding action of the ore pieces. Autogenous grinding is best suited to weakly cemented ores containing some hard material. The benefit of autogenous grinding is that it is less capital and labour intensive. Semi autogenous grinding eliminates the need for a secondary crushing circuit. Rod and ball wear, the principal maintenance cost of traditional grinders, is also eliminated with this method.
Rod mills are usually designed to grind normally minus 35 mm feed to minus 3 mesh. They are tumbling mills with a length to diameter ratio of 1.5 to 2.0. The grinding media are steel rods up to 100 mm in diameter. The ore is ground wet with a solid content of around 68 % to 80 %. Product size is controlled by combinations of feed rate, rod charge characteristics, mill speed, slurry density and viscosity.
Ball mills are the principal means of fine grinding of iron ores. They are tumbling mills like the rod mills, but usually with a smaller length to diameter ratio which ranges up to 1.5. The grinding media is steel balls instead of rods. Grinding efficiency is greatly affected by the classification efficiency and the mill operating parameters such as mill speed, media charge, slurry density and viscosity.
Pebble mills are also used for fine grinding. They are similar to ball mills except that they are charged with 25 mm to 100 mm pebbles rather than steel balls. Their principal advantage is that steel grinding media is not required and mill liner wear is reduced. However they normally have high consumption of power.
Between each grinding unit operation, hydro-cyclones are used to classify coarse and fine particles. Coarse particles are returned to the grinding mill for further size reduction. Ground ore in the form of a slurry is pumped to the next beneficiation step. If the ore being ground is destined for flotation activities, chemical reagents used during the process are normally added to the slurry during this stage.
Flotation
Flotation is effective for the concentration of fine (minus 100 mesh) iron ores. Flotation process depends on the fact that certain reagents added to water suspensions of finely ground iron ore selectively cause either iron oxide minerals or gangue particles to exhibit an affinity for air. The minerals having this affinity of attaching to air bubbles and passing through the suspension, are removed from the suspension as a froth product. Important factors for the success of flotation activities include uniformity of particle size, use of reagents compatible with the ore, and water conditions that do not interfere with the attachment of the reagents to the ore or air bubbles.
The following four types of chemical reagents are normally used in flotation.
- Collectors/amines – They are the reagents added to induce the preferential affinity for air. They cause adherence between solid particles and air bubbles in a flotation cell.
- Frothers – They are the substances added to cause stable bubble or froth formation. They are used to stabilize air bubbles by reducing surface tension, thus allowing collection of valuable material by skimming from the top of the cell.
- Antifoams – They react with particle surfaces in the flotation cell to keep materials from remaining in the froth. Instead, materials fall to the bottom as tailings.
- Other substances – They are added for control purposes such as pH adjustment, or to cause better dispersion or flocculation are known as modifiers, dispersants, and depressants.
The important factors when conditioning ore for flotation with chemical reagents, include thorough mixing and dispersal of reagents through the pulp, repeated contact between the reagents and all of the relevant ore particles, and time for the development of contacts with the reagents and ore particles to produce the desired reactions.
Reagents can be added in a number of forms including solid, immiscible liquid, emulsion, and solution in water. The concentration of reagents is normally closely controlled during conditioning. Addition of more reagent than is required can retard the reaction and reduce efficiency.
The current trend is towards the development of larger, more energy efficient flotation cells. A pulp containing milled ore, flotation reagents, and water is fed to flotation cells. Typically, 10 to 14 cells are arranged in a series from roughers to scavengers. Roughers are used to make a coarse separation of iron bearing metallic minerals (values) from the gangue. Scavengers recover smaller quantities of remaining values from the pulp. The pulp moves from the rougher cells to the scavengers as values are removed. Concentrates recovered from the froth in the roughing and scavenging cells are sent to cleaning cells to produce the final iron bearing metallic mineral concentrate.
Flotation collectors are of two general types namely (i) anionic, and (ii) cationic. Anionic collectors ionize in solution such that the active species (that which attaches to the positively charged mineral surface) is negative charged. Conversely, the active ionic species in cationic flotation collectors is positively charged.
The main application of anionic flotation is to float iron bearing minerals away from gangue material. The most common collectors used are fatty acids or petroleum sulfonates. Fuel oil is often added along with the collectors to promote recovery of iron oxide particles finer than about 10 microns. Conversely, cationic flotation is used to float gangue away from finely ground crude ore and to remove small amounts of gangue material from some ore concentrates. Cationic collectors are primary aliphatic amines or diamines, beta-amine, or ether amines, generally in acetate form.
Wastes from the flotation cell are collected from the tailings overflow weir. Depending on the grade of the froth, it is recycled for further recovery of iron units or discharged as tails. Tailings contain remaining gangue, unrecovered iron minerals, chemical reagents, and process waste water. Generally, tailings proceed to a thickener prior to going to a tailings impoundment. The solids content of the slurry varies ranging between 30 % to 60 %. After thickening, tailings are pumped to an impoundment and solids are recycled for further beneficiation to collect remaining values, and clarified water is returned to the crushing and grinding process. In the tailings pond, solids are settled out of the suspension and the liquid component is recycled to the grinding mill. The chemical reagents used in flotation generally adhere to the tailings particles and remain in the tailings impoundment.
Thickening/filtering
Thickeners are used to remove most of the liquid from slurried concentrates and waste slurries (tailings). Thickening techniques are usually employed in two phases of iron ore production They are (i) concentrates are thickened to reduce moisture content and reclaim water, and (ii) slurried tailings are thickened to reclaim water. Facilities usually employ a number of thickeners concurrently.
Typically, iron ore operations use continuous thickeners equipped with a raking mechanism to remove solids. Several variations of rakes are normally used in thickeners. When concentrates are being thickened, underflow from the thickener (concentrate) is collected and is further treated in a ceramic disc vacuum filter. The filter removes most of the remaining water from the concentrate. The liquid component removed during the thickening process may contain flotation reagents, and/or dissolved and suspended mineral products. The liquid is usually recycled to a holding pond to be reused at the grinding mill. When concentrates are thickened, the solid material resulting from these operations is collected as a final concentrate for agglomeration and further processing. Thickened tailings are discharged to a tailings impoundment.
Gravity concentration
The gravity concentration is widely being used in the beneficiation of hematite iron ores. This technology is used to suspend and transport lighter gangue away from the heavier valuable mineral. This separation process is based primarily on differences in the specific gravities of the materials and the size of the particles being separated. Values may be removed along with the gangue material (tailings) despite differences in density if the particle sizes vary. Because of this potential problem, particle sizes must be kept uniform with the use of classifiers (such as screens and hydro cyclones). Three gravity separation methods have historically been used for iron ore namely (i) washing, (ii) jigging, and (iii) heavy-media separators. Spirals and reichert cones are other two methods for gravity separation.
Wastes from gravity concentration are tailings made up of gangue in the form of coarse and fine grained particles and process water. This material is pumped as a slurry to a tailings pond. The solid content of the slurry varies with each operation, ranging between 30 % to 60 %. Following separation of solids in a tailings pond, tailings water can be recycled or discharged.
Washing
Washing is the simplest iron ore concentration process that takes advantage of the high specific gravity and comparatively coarse size of the iron bearing minerals to separate them from the finer, lighter, siliceous gangue which is predominantly quartz and clay minerals. The ore is prepared for washing by crushing in one or two stages to a size finer than 50 mm. The crushed ore is fed to log washers. The intense agitation of the ore by the paddles (similar to a modern pug mill) combined with the counter flowing water efficiently commute and remove the fine silica to leave a coarse residual iron rich product. The log washer overflow is often retreated in rake or spiral classifiers to recover additional fine iron. Some washing plants employ spiral classifiers in one or two stages without a log washer on ores containing a minimum amount of sticky clay gangue. Hindered settling classifiers of various types are also sometimes used to recover fine iron.
Jigging
Jigging is a more complex form of beneficiation than simple washing and is used on the more hard ores that require crushing to break up the gangue rich layers. Jigs used for iron ore beneficiation are basically horizontal screens which carry a bed of ore some 150 mm to 250 mm deep. The ore is fed at one end and is stratified by the pulsing action of water, either caused by an oscillating pump or by physical up and down movement of the jig screen itself. As the ore moves down the deck the pulsing allows the lighter particles to work their way to the top of the bed, while the heavier iron rich particles segregate along the base. The two products are separated at the end of the jig, the lighter particles over the top of the discharge weir and the iron ore concentrate under the bottom. Iron ore jigs worked best on the particles ranging from 1 mm to 25 m.
Heavy media separation
Heavy media separation devices has been developed in 1950s as a more effective alternative to jigging for the upgrading of the iron ores. Heavy media separation processes operate on the sink and float principle. A suspension of fine (minus 200 mesh) ferrosilicon in water is used to create a fluid media with a specific gravity of about 3.0. Silica rich particles with a specific gravity of about 2.6 float on the surface of such a medium while the denser and heavier iron ore particles with a specific gravity over 4.0 settle to the bottom. The conventional medium for concentrating coarse ore is ferrosilicon containing 15 % silicon and 85 % iron. Water suspensions containing 64 % to 85 % of finely ground ferrosilicon have specific gravities ranging from 2.2 to 3.6.
The separation vessels for coarse ore (plus 9 mm) are commonly spiral classifiers, rake classifiers or rotating drums. Ore finer than 9 mm and coarser than 3 mm can be separated in heavy media cyclones where the high gravitational forces accelerate the settling of the heavy iron ore particles. Finely ground magnetite is used to make up the heavy media for the cyclone separators rather than ferrosilicon. The dynamics of the cyclone create the density and media fluidity required despite the lower specific gravity of the magnetite. Further the cost of magnetite is much less than ground ferrosilicon.
The medium, ferrosilicon and magnetite, is washed from the sink and float products on fine screens equipped with wash troughs and water sprays and is recovered from the wash water with magnetic separators and recycled.
Spirals
The spiral, first developed for the treatment of beach sands, is used in iron ore concentration to treat minus 6 mesh (3.36 mm) to 100 mesh (0.149 mm) ores. Efficiency below 100 mesh decreases rapidly and spirals are ineffectual on finer materials. Spirals are normally operated at a pulp density of 25 % to 30 % solids.
Spirals are widely used for the supplementary recovery of fine iron from merchant ore types and are the primary concentration device for the specular hematite ores of the Labrador trough and similar ores that can be liberated by grinding no finer than 20 mesh.
Spiral concentrators are flowing film separation devices. General operation is a continuous gravitational laminar flow down on an inclined surface. The mechanism of separation involves primary and secondary flow patterns. The primary flow is essentially the slurry flowing down the spiral trough under the force of gravity. The secondary flow pattern is radial across the trough. Here the upper-most fluid layers comprising higher density particles move away from the centre while the lower-most concentrate layers of higher density particles move towards the centre. Spirals require addition of water at various points down the spiral to assist washing of the iron ore, i.e. transporting away the light gangue from the dense ore. The amount of wash water and its distribution down the spiral trough can be adjusted to meet the operating requirements. Point control minimizes the total water requirements by efficiently directing water into the flowing pulp at the most effective angle.
The spiral concentrator is a curved-bottom trough, wound around a vertical axis in the form of a helix. When fed at the top with a slurry of iron ore and gangue, the less dense gangue, being more readily suspended by the water, attains greater tangential velocity than the iron minerals, and migrates toward the outer rim of the spiral trough. Wash water added along the inside rim helps wash away the lighter gangue. After a few turns, a band of iron mineral forms along the inner rim, and the gangue forms bands toward the outer rim. Ports are spaced along the inner rim to collect and remove the iron minerals.
The gangue remains in the spiral and discharges at the bottom.
Reichert cone
The principle advantages for the Reichert cone are capacity and the ability to recover fine heavy minerals efficiently down to about 325 mesh, finer than is attainable in spirals. A single Reichert cone has a capacity of up to 100 tons per hour and can be used effectively to recover specular hematite fines .
The Reichert cone is a flowing film concentrator. The denser particles concentrate at the bottom of a flowing film of slurry having a solid content of about 60 % by weight. The separation mechanism is a combination of hindered settling of the dense particles and interstitial trickling of the fine particles. The separation element in the Reichert unit is an inward sloping 1.9 m diameter cone. Feed pulp is evenly distributed around the periphery of the cone. As the pulp flows by gravity toward the center, the fine and the heavy particles concentrate on the bottom and are removed through an annular slot near the apex of the cone. The tailing flows over the slot and is collected at the apex or center of the cone. Because the efficiency of this separation process is relatively low, it is repeated several times within a single stacked arrangement of cones to increase the recovery. Generally, the highest grade concentrate is produced in the primary separation cone.
Magnetic separation
Magnetic separation is normally used to separate natural magnetic iron ore (magnetite) from a variety of less magnetic or nonmagnetic material. During magnetic separation a substantial percentage of the iron units being beneficiated are lost to tailings since hematite is only weakly magnetic.
Magnetic separation is either conducted in a dry or in a wet environment. Wet systems are more common. Magnetic separation of iron ores can be categorized as either low or high intensity. Low intensity separators use magnetic fields between 1000 and 3000 gauss. Low intensity technique is normally used on magnetite ore and is an inexpensive and effective separation method. Low intensity method captures only highly magnetic material (magnetite). High intensity separator employs fields as strong as 20,000 gauss. This method is used to separate weakly magnetic iron minerals (hematite) from nonmagnetic or less magnetic gangue material. Other factors important in determining which type of magnetic separator system is used include particle size and the solids content of the ore slurry feed.
Several types of magnetic separation technologies are used. These are described below.
- Wet and dry, low intensity magnetic separation (LIMS)
- High gradient magnetic separation (HGMS)
- Wet high intensity magnetic separation (WHIMS)
- Roll magnetic separators for processing weak magnetic ores
- Induction roll magnetic separation (IRMS) for concentrating dry ores
Other mechanisms used include magnetic pulleys, induced roll separators, cross belt separators, and ring type separators.
Typically, magnetic separation involves three stages of separation. These are (i) cobbing, (ii) cleaning / roughing, and (iii) finishing. Each stage employs several drums in a series to increase separation efficiency. Each successive stage works on finer particles as a result of the removal of oversized particles in earlier separations. Cobbers work on larger particles (9 mm) and reject about 40 % of the feed as tails. Low intensity dry separation is sometimes used in the cobbing stage of the separation process. Cleaners or scavengers work on particles in the range of 48 mesh (0.32 mm) and remove only 10 % to 15 % of the feed as tails. Finally, finishers work on ore particles less than 100 mesh (0.149 mm) and remove the remaining 5 % of gangue. This is due to the highly concentrated nature of the feed at this stage.
Low intensity wet processes typically involve conveyors and rotary drum separators using permanent magnets and are primarily used on ore particles 9 mm in size or less. In this process, ore is fed by conveyor into the separator where magnetite particles are attracted and held to the sides of the drum until they are carried out of the magnetic field and transferred to an appropriate concentrate receiver. The nonmagnetic or less magnetic gangue material remains and is sent to a tailings pond. In some operations, several drums are set up in series to maximize the recovery.
High intensity wet separators produce high magnetic field gradients by using a matrix of shaped iron pieces that act as collection sites for paramagnetic particles. These shapes may include balls, rods, grooved plates, expanded metal, and fibres.
The primary wastes from this type of operation are tailings made up of gangue in the form of coarse and fine grained particles, and waste water slurry in the case of wet separation. Particulate wastes from dry separation may also be slurried. Following separation of solids in a thickener or settling pond, solids are sent to a tailings impoundment and the liquid component can be recycled to the mill or discharged if water quality criteria are met.
Wet high intensity magnetic separation (WHIMS) is developed to recover non-magnetic iron units, They can be effectively applied across a wide particle size range from 10 mesh (2 mm) to 500 mesh depending upon the matrix used. WHIMS applications include recovery of iron from natural ore fines, upgrading of spiral concentrates, and recovery of hematite from tailings. In wet high intensity magnetic separations (WHIMS), electromagnets produce a very high-strength magnetic field that is applied to a matrix consisting of steel balls, spaced grooved plates, steel wool or pieces of expanded metal. The matrix is contained in an annular ring that is rotated between the high intensity magnets. The iron ore slurry is introduced at a point where the matrix is in the field. The high magnetic gradients developed around the matrix hold the hematite while the gangue is washed through. The hematite concentrate is released and discharged as the matrix moves out of the magnetic field.
Fig 1 shows a schematic diagram of a spiral and a WHIMS.
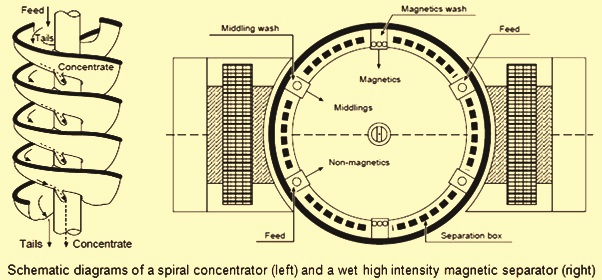
Fig 1 Schematic diagram a spiral and a WHIMS

Leave a Comment