Improved Designs and Campaign Life of a Blast Furnace
Improved Designs and Campaign Life of a Blast Furnace
The cost of rebuilding or relining a blast furnace (BF) is very high. Hence techniques to extend BF campaign lives are important and need to be pursued very actively.
Large BFs usually have a slightly higher campaign output per unit volume. This difference is because larger BFs generally are of more modern design and are well automated. Since the viability of an integrated steel plant depends on a continuous supply of hot metal (HM), which, in a plant with a small number of large BFs, puts great importance on long campaign life.
The techniques for prolongation of BF campaign life falls under the following three categories.
- Operational practices – The control of the BF process has a major effect on the campaign life. BF is to be operated not only for meeting the production needs but also to maximize its life. Hence it is necessary to modify operating practices as the campaign progresses and in response to the problem areas for the maximization of campaign life.
- Remedial measures – Once wear or damage that affects the life of the BF becomes evident, engineering repair techniques are to be used or developed to maximize campaign life.
- Improved designs – As improved materials and equipment are developed, these are to be incorporated into future rebuilds to extend the life of critical areas of the BF, where it is cost effective to do so.
Improved designs of the BF for improving the campaign life are discussed in this article. The correct design of the furnace proper is fundamental to reliable operation, metallurgical performance, sustained high productivity, long campaign life and an availability of more than 98 %.
BF design has had many improvements in recent decades and campaigns of more than 20 years are now obtained. The bosh, stack and throat armour were critical design areas in the past, but today the application of copper staves, copper plate coolers, graphite and SiC in the bosh, belly, lower and middle stack, in combination with cast iron stave coolers in the upper stack plus throat armour enables long campaign and high productivity operations. But now there is emphasis on the importance of a robust bottom and hearth design.
An advanced BF design requires high efficiency and high capacity cooling systems and advanced instrumentation and control. Such a system includes instrumentation and control systems for monitoring the process, operations and lining performance.
Designs and dimensions of BF
The design of BF is to cope with the reactions and the metallurgy. Normally bosh and shaft of the BF are subject to erosion by coke while bottom and hearth are subject to erosion by HM. A fully optimized freestanding, thin shell and structurally sound structure is required to be installed to withstand stress and thermal fatigue cracking, even towards the end of a BF campaign.
The latest free standing BF shell design is with access tower. State of the art mechanical design is usually based on comprehensive stress distribution analyses. The use of crack resistant steel ensures the lowest possible maintenance requirements.
The BF design philosophy is oriented towards maximized performance by securing that throughout the campaign, the internal profile remains as close as possible to the profile as it has been at the time of the blow in. The design is optimized based on an analysis of the various thermal, chemical, and mechanical attack mechanism per area. These attack mechanisms are predicted depending on the chosen mix of raw materials, burdening practice and other process parameters. In general, lining design is to focus on the formation of a solidified layer of slag and burden material that reduces the effect of these attack mechanisms considerably.
The areas which are critical for achieving the goal of maximized value of the BF are to be identified and special attention is need to be given towards the strengthening of those areas.
The furnace profile is decided on the experience gained from the viewpoint of the profile and operating results, furnace body refractory wear, stable operation, and other characteristics of large scale existing BFs.
The height of the shaft is normally a compromise between opposite requirements. For fuel efficiency, it is desirable to have extended gas/solid contact, so that use of the sensible heat and reducing power of the gas may be closer to the theoretical limits. It is also very important to have the height of the BF shaft above a certain value to ensure that iron ores enter the cohesive zone with a maximum degree of metallization, so that the hearth does not get chilled and creates problems in smelting.
Further for higher volume BFs, as a rule, the BF inner volume is expanded by increasing the BF diameter with the furnace height kept almost unchanged. Judging from experience gained form operational results obtained in the past, it is normally considered that given a certain inner volume, a BF which is small in height and large in diameter is better than one large in height and small in diameter in terms of permeability and tapping efficiency
BF throat
Failure of throat armour has a significant detrimental effect on burden distribution on the stock line and directly below. This results into irregular burden descent and compromised process stability. Hence throat armour design need to be optimized with respect to resistance to spalling, temperature fluctuations, stress cracking, fatigue and abrasion/erosion.
For the upper shaft (throat area), stave coolers are normally employed to maintain the furnace profile and to prevent disorder of the burden distribution coupled with brick wear under the throat armour (wearing) plates. The installation of a water cooled support plate or cooling box for a fixed throat armour system has also been used to secure parts of the armour.
Stack, belly and bosh
The stack and belly areas are exposed to heat loads and severe abrasion. The bosh area is severely loaded by the descending burden it carries and the raceway gases in its vicinity. In case these areas are not designed correctly then the cooling body and the lining wear down to critical levels far too soon after blow in, induces a risk of break outs. In the bosh area, it also means that the burden is carried by the tuyere noses and jumbo coolers, causing highly frequent unprepared stops. Hence, the bosh and stack design these days consist of copper stave coolers or copper plate coolers and high conductivity graphite along with protective silicon graphite in the upper areas. This design helps in transferring around 95 % of the heat load to the cooling water thus securing a temperature of less than 50 deg C of the BF shell. The water cooling system, the number and positioning of staves, the water flow rate, instrumentation and heat monitoring systems are all fully optimized to ensure a long furnace shell lifetime and minimal maintenance requirements.
The development of stave coolers has led to today’s so-called fourth generation of staves. The characteristic features are additional cooling pipes in the stave corners, an additional meandering shaped (serpentine) pipe on the shell side and extended holding ribs for the refractory lining. This makes the protective brickwork superfluous. The third generation staves had shown that cracking and excessive wear were occurring at the corners and upper and lower ends of the staves. In the fourth generation, corner pipes have been incorporated to eliminate these problems. The addition of the meandering cooling pipe serves as a backup cooling system, in the event of failure of any of the other cooling pipes.
A further development of fourth generation staves is that of where the furnace lining is attached to the stave, secured by tapered ribs, in the foundry itself. Taking into consideration the fact that the wear speed of cooled stave metal is one tenth or less than that of the brick in front of the stave metal, the brick thickness is reduced to 200 mm, and the stave thickness was increased 400 mm, so that the life of the front brick and stave remains almost unchanged. The fourth generation staves are of a thin walled unit construction made up of a brick cast in the stave. This unit construction has eliminated the need for bricklaying work and minimized the change in hot face profile, contributing in stabilization of the BF operation. The improvements in stave coolers, especially the fourth generation stave, have greatly increased the durability of staves. The general advantages of the fourth generation staves are (i) extension of the refractory lining life, (ii) reduction in the cracking and excessive wear at stave corner, and (iii) countering of the loss of cooling capacity due to pipe failures by the addition of a meandering shaped cooling pipe.
With the aim of further stabilizing the BF operation through maintenance of stable hot face profile, reduction of stave wall thickness and elongation of stave life, copper stave are introduced.
Staves have the major advantage of cooling the entire area of the BF shell, whereas cooling plates only cool localized areas. However, damaged cooling plates can be easily replaced, whereas it is practically impossible to change staves without blowing down the furnace.
However the advantage to cool the whole area of the BF shell is more important, and the disadvantage of not being able to easily exchange the cooling element has to be overcome by designing it for an extremely long and safe lifetime. This led to the development of a stave with a target life time identical with the life time of the BF versus 12 to 15 years with state of the art cast iron staves. Experience with cast iron staves has shown wear and loss of material, first at the corners, and then at the edges. That is because the cast-in pipes must be located approximately 80 mm from the edges and 110 mm from the corners of the staves, to meet casting requirements and provide permissible bending geometry. These conditions, together with the relatively low conductivity of cast iron, prevent the edges and corners from being adequately cooled. Cooling conditions are further exacerbated by the relatively wide uncooled gaps between two adjacent cast iron staves. Also, cooling problems result from the insulating pipe coating used to prevent carbon pick up during casting, which results in higher hot side temperature, giving cracking and increased wear. To avoid cracking at the corners and edges of cast iron staves, corner pipes have been installed on the fourth generation staves, which meant additional pipes, holes in the blast furnace shell and additional water and energy requirements.
These problems do not exist with rolled copper staves. Copper plate is rolled to narrow tolerances and can be machined close to the sides. The cooling channels can be drilled accurately, and located as close to the edges and corners as dictated by the minimal wall thickness needed to avoid leaks under the water pressure. Finally, the gap between staves can be narrow, so that this critical, uncooled area is virtually eliminated. Concerning physical properties, the heat conductivity of copper is ten times higher than that of cast iron and the fact that, due to mechanical strength of copper, the temperature need to be held below 120 deg C, means that more heat is removed from the BF when using copper staves compared to other stave cooling systems. To avoid this effect, a design solution has been found where low conductivity, high alumina refractory bricks are installed in the hot side of the copper stave. As per the operation experience, an extremely stable accretion layer additionally protects the stave and avoids high thermal losses of the BF.
Field results with copper staves have shown very good results. After 9 years of operation, the cast iron staves generally show heavy signs of wear, cracks and exposed cooling pipes, while the copper staves have a virtually unused appearance, with sharp edges and corners. The remaining copper material has maintained its original physical properties after this period. The major technical aspects of using copper staves are summarized as below.
- For a copper stave system with three rows of copper staves in the belly/lower shaft area and cast iron staves in the remaining area, the heat removal and cooling water circulation rates are comparable with a pure cast iron staves system. In some cases, the heat removal of copper staves are even lower than that of cast iron staves, due to the stable accretion layer.
- Copper staves, in contrast with cast iron staves and copper cooling plates, do not need lugs or noses. Copper staves present a smooth surface to the interior of BF and do not interfere with the charge layers, which usually adversely affects gas permeability in the wall area.
- Since stable accretion layers form in front of the copper staves, it is not necessary to install expensive refractory material which get replaced by crusts after a certain time. In a copper stave system, the possible additional life gained by costly refractory material is negligible when compared with the expected overall life. Staves can, therefore, be installed with inexpensive refractories.
In total, the copper stave cooled BF is, in its cooling element related parts, about 10 % higher in investment costs than a BF with a classic stave system, and 5.4 % more expensive than a BF with densely packed copper cooling plates. This gets compensated by cheaper refractory material in front of copper staves and by the longer life time of copper staves.
BF hearth
A continuous and smooth blast furnace operation, as well as good coke quality, are prerequisites for long hearth life. High PCI (pulverized coal injection) challenges campaign life of hearth due to reduction of permeability and increased turbulence. Large hearth volume and sump depth reduce liquids velocities. Lower liquids velocities results in lower heat load. Lower heat load results in lower lining temperatures and lower lining temperatures result in longer life time.
The BF hearth faces demanding process and operating conditions, hence hearth lining performance is critical. The performance of BF hearth is currently the limiting factor at many existing plants and the condition of the BF hearth determines the campaign life. Flow of liquids introduces considerable wear through mechanisms such as erosion and carbon dissolution. Also, structural integrity of the hearth is likely to be affected since expansion during heat up can cause displacement.
As measures to prolong the hearth life, it is necessary to increase the hearth cooling capacity and improve the qualities of carbon blocks used for the hearth. For the hearth sidewall section that is subject to the most erosion (the part below each tap hole), a cast iron stave or copper stave offering high heat conductivity is also being used. In addition, the temperature of the cooling water is to be lowered. For the hearth, a two step cooling system or doughnut shaped cooling system etc. whose cooling rate is adjustable is normally employed to prevent the dead man from becoming inactive due to overcooling. For the bottom refractory, a combination of carbon blocks and inner ceramic lining are being used. The service life of carbon blocks has been prolonged mainly through improvements in the thermal conductivity and molten iron resistance of the refractory materials. Advanced designs of BF hearth include bottom water cooling and hearth shell jacket cooling as this provides more space within the shell.
Improved hearth and tap hole design
The tap hole is exposed to an extremely dynamic environment. Not only the temperatures and pressures are high, chemical attack is substantial and frequent drilling and plugging of tap hole make circumstances even more complicated. Designing of the ultimate tap hole capable of facilitating the BF operation for its campaign life of greater than 20 years is one of the most demanding challenges imposed upon BF designers. Today optimum results can be achieved with superior cooling of the shell around the tap hole, a redundant lining design and sufficiently monitoring capability.
The sump depth (distance from the tap hole to the bottom surface) of the hearth appears to be the decisive factor in the wear of the hearth wall by HM flow during tapping. It is recommended that the dead man is to either rest completely on the hearth bottom or to float completely in the HM sump. To prevent ‘elephants foot’ wear, partial floating of the dead man is to be avoided. Due to bottom wear with time, an object initially resting completely on the bottom can become partially floating. The sump depth is therefore to be chosen from the outset at such a level that the dead man can float. The needed critical sump depth depends on the size and the method of BF operation.
It has to be taken into consideration that changes in the burden composition can lead to a change in the situation and in the HM flows in the hearth on tapping, if the average burden layer thickness and thus the compressive stress of the burden on the dead man is changed. An example is the difference between all coke operation, and operating with high oil or coal injection rates. A further possibility for preventing advancing wear of the hearth wall under the tap hole is to taper the hearth jacket and to increase the wall thickness of the refractory lining of this area.
Tapping technique and tap hole design have a great influence on BF campaign life. Model calculation and tapping trials were carried out in a 1:10 water model (1.4 m diameter) of a 14 m hearth diameter blast furnace, having a packed bed simulating the dead man. From this trials, it was recommended that the BF should not be emptied to the point where gas can escape. The observation of this rate can prevent the formation of wear promoting eddies in the bottom-to-wall joint area. Interruptions of the tapping process is to be kept as short as possible. This prevents hot and unsaturated molten metal, from the melting zone, from coming into contact with the refractory lining, where it may dissolve the carbon brick. Tap hole diameter is to be kept small, because this helps to reduce the overall flow rate level.
The influence of the tap hole length on the flow stress of the hearth wall was investigated by calculations and by modeling. With longer tap holes, the point of attack of the flow drifts away to the left and the right of the tap hole. The intensity of the point of attack decreases with increasing distance from the tap hole. The process control objective for BFs is therefore to keep the tap hole as long as possible in order to shift the tapping flow from the hearth wall to the inside of the hearth.
A tap hole design was installed at one of the BF, where a copper encapsulation not only made the tap hole region gas tight but also protected it from the ingress of water.
In general, tap hole bricks are to be superior in resistance to alkali, spalling, oxidation, melting in HM, slag, and opening by oxygen. In order to stabilize the tap hole, AI2O3-C-SiC bricks, with good durability, have developed and applied in a BF. The developed material has shown excellent performance, with the exception of resistance to oxidation. In addition, carbon blocks have lower resistance to melting in HM and lower resistance to oxidation than the AI2O3-C-SiC material.
Improved refractories
The choice of the right refractories and cooling systems at each zone of the BF is critical for long BF campaign life. The refractory designs are being developed on a continuous basis and today these are well proven with respect to their long productivity campaigns. The latest designs and materials are applied in an integrated approach, taking into consideration the campaign lifetime, process operations, cooling requirements, plant layout and construction procedures.
In the upper stack, where the wear is mainly mechanical, the refractory for the BF lining has evolved over the years from a normal fire clay brick, with 39 % Al2O3, into a dry pressed, dense fire clay grade, with around 45 % Al2O3. Its advantage for that area is good abrasion resistance and high resistance to oxidation. Since poor thermal shock resistance is an issue, so in critical areas of the upper stack, different types of composite linings are being used, which involves bricks with 60 % Al2O3 and silicon carbide to improve thermal shock resistance. Its adequate durability, which can be improved only at significantly higher costs by using higher grade bricks, does not give rise to any expectations of new developments for this zone.
The zones below the upper stack, i.e. bosh, belly, lower stack down to the tuyere level, are additionally exposed to thermal and chemical wear. That means wear by high temperatures, high and fluctuating heat fluxes and chemical attack by alkalis, zinc, slag, etc. coupled with abrasion.
The wear solutions for these zones can also be divided into thermal solution and refractory solution.
The thermal solution is graphite, semi-graphite and SiC bricks, with SiC bricks having found acceptance for this zone because of the hardness of the raw material. In one of the blast furnace the bosh lining has been upgraded compared to the 1980 relining, from a combined graphite/semi-graphite system to a full graphite design, because a full graphite refractory design might better cope with high temperatures and temperature fluctuations.
From the bosh parallel up to the middle stack, the refractory system is a combination of graphite and silicon carbide. The main purpose of the graphite is to cool down the silicon carbide to relatively low temperatures, while the main purpose of the silicon carbide is to protect the graphite from abrasion. As a refractory solution for bosh, belly and lower stack, the use of special corundum sialon brick has been developed. The conductivity of this brick is good, although it does not vary much with temperature and is lower than for silicon carbide bricks. The corundum sialon brick grades have a corundum grain and a non-oxide bonding system similar to the SiC bricks. Satisfactory operating results have already been achieved with these bricks.
The BF hearth refractories normally determine the campaign life of a furnace. The correct material selection, specification, inspection and installation are decisive for a safe and trouble free furnace hearth.
In principle, the refractory lining of BF hearths constructed in the last decade can be subdivided into ‘black’ and ‘black/white’ refractory lining designs. For black hearths, either small format or large format carbon blocks of variable qualities are used. The black/white designs have either ceramic layers in the bottom under or above the carbon bottom layers, with relined hearth walls made of carbon blocks or additive with varying heights of ceramic cap facing. Another definition for a construction of hearth lining is the ‘thermal solution’, using high conductivity refractories combined with powerful cooling, and the ‘refractory solution’, involving low conductivity refractory materials.
The lining variant ‘thermal solution’ had to be improved concerning thermo-mechanical and thermo-chemical properties. The properties of the bricks, which are affected by the choice of raw materials and the brick manufacturing process, largely act in opposite directions and have to be assessed for their effect in the operating application.
Improved modern grades of hearth lining bricks based on carbon aim to improve one property which is considered to be important, if possible without worsening the others. This is achieved through the choice of the raw material, manufacturing process and metallic and/or ceramic additives in the raw mixture. Thus the various brick producers work in different ways, often in close cooperation with BF plants and research institutes. The following have led to new developments.
- Introduction of very finely distributed Al2O3 in the bonding matrix
- Impregnation with colloidal SiO2 solutions
- Addition of Si or Si-containing modifications to the bonding matrix, which form SiC and/or Si-O-N bonds under suitable burning conditions
- Tar impregnation with post burning
Additives are not usually used in graphite bricks. Metal oxide additives are reduced at high combustion temperatures. Semi-graphite bricks become micro-porous by such additives. There are some Semi-graphite bricks with only Si and SiC additives and some in which Al2O3 powder is mixed during compounding.
The micro-porous amorphous carbon brick is also produced from traditional amorphous carbon brick based on anthracite, by the addition of silicon or modifications of silicon to the brick compounding. Al2O3 Is also added during compounding by other producers to improve resistance to dissolution by under-saturated HM. The disadvantage, that Al2O3 can react with infiltrated alkalis resulting in an increase in volume and brick flaking, is to be tolerated.
Resistance to dissolution in HM and to HM infiltration is considered more important by manufacturers and users. With the trend towards even finer pores and towards types of super-micro-porosity bricks, the raw material has been optimized with regards to the preparation and purity in compounding. If necessary, the compounding also incorporates a larger proportion of graphite.
The potential advantages pointed out are (i) the higher thermal conductivity, (ii) the reduced length of the blocks in the through-wall direction, (iii) that the use of cement releases thermal stress, (iv) the improved thermal conductivity of the hearth because bricks are in close contact with staves, (v) that the low porosity, developed during manufacture by concurrent heating and pressure, minimizes water and iron penetration, and (vi) the high alkali resistance.
As a refractory solution for the hearth, the bricks incorporated into this are characterized by high resistance to wear mechanisms at high temperatures. It is attempted to minimize the rate of wear until application of the cooling system from outside. Such carbon bricks are based on the raw material anthracite.
For an anthracite brick the high strength and low solubility in HM are mentioned as advantages. The low thermal conductivity, the high ?-modulus and the higher coefficient of thermal expansion compared to graphite, and lower resistance to alkalis are referred to as disadvantages.
A ‘ceramic cup’ has also been suggested, and installed at several BFs, as a refractory solution for the hearth. It can be seen from the isotherms calculation, that the 800 deg C isotherm, which is responsible for the formation of the brittle layer in carbon refractories, lies within the ceramic material. In combination with a sufficient sump depth of the hearth, the ceramic cup is a further supporting measure to prevent wear of the carbon blocks, especially the ‘elephant foot’.
Comprehensive and reliable instrumentation
As the BF hearth is seen as the key factor for the length of a campaign, the monitoring of the wear progress in the hearth is of great importance. Temperature measurements by thermocouples are used to monitor the advance of wear in the hearth and the thermocouples are installed in a grid of varying levels in the hearth wall. NiCr-Ni thermocouples are normally poisoned in the temperature range above 600 deg C and can then indicate too low a temperature level. Hence, thermocouples are only to be placed where temperatures above 400 deg C are not expected. These problems are avoided by using changeable thermocouples with a suitable protective tube.
It is to be noted that thermocouples indicate only local wear and comprehensive monitoring is only possible with an extremely high density of thermocouples. Generally speaking, it is, therefore, possible to detect only the average wear course. An alternative method of monitoring wear progress is the use of a thermo-visual camera or heat flux probes.
As a research program, a series of 12 heat flux probes have been installed in the hearth brickwork of one blast furnace, for measuring the heat flux density directly. The following advantages of heat flux probes compared the thermocouples are pointed out.
- Heat flux probes can be installed near the blast furnace jacket in colder areas of the refractory lining. Therefore the durability is higher compared to thermocouples.
- The carbon brick refractory lining are not be damaged.
- Instead of several thermocouples, only one sensor at a measuring place is needed to determine the heat flux density.
- Heat flux probes react more sensibly to damage in the refractory brickwork.
The calculations regarding to an optimum local distribution of the heat flux probes have shown that a distance between two probes of 3 m seems to be sufficient for reliable and complete wear control. In order to achieve an equal certainty with thermocouples, these would have to be placed in the middle of the carbon brickwork with distances from each other of about 1 m. The wear profile is usually calculated on the basis of the given data on heat flux density.
Different types of hearth linings and position of heat flux probes are shown in Fig 1.
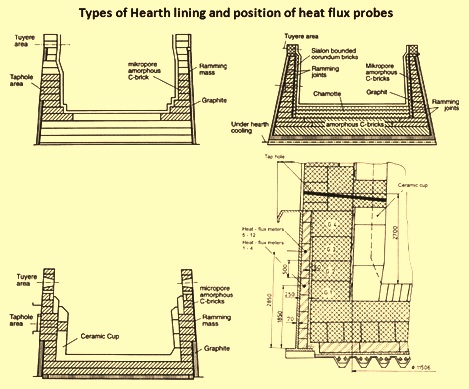
Fig 1 Different types of hearth linings and position of heat flux probes

Leave a Comment