Heat Affected Zone and Weld Metal Properties in Welding of Steels
Heat Affected Zone and Weld Metal Properties in Welding of Steels
There are many factors which control the properties of the weld metal and heat affected zone (HAZ) while welding of carbon (C) and low alloy steels. The weld metal and HAZ are frequently referred as steel weldments. The welding processes, welding consumables, and welding parameters have also influence on these properties. Properties of steel weldments are also influenced by the corrosive atmospheres and cyclic loading to which they are frequently being subjected.
Heat affected zone
During the selection of steels, the characteristics of the HAZ are more important than the weld metal. This is since the metallurgical and mechanical properties of the HAZ are directly linked to the selected steel. However, these properties can be adjusted by welding parameters and post weld heat treatment (PWHT). Also the metallurgical and/or weldability issues related with the HAZ characteristics are more difficult to tackle than those connected with the weld metal. Welding issues which usually occur in the weld metal can frequently be overcome by changing the welding electrode and/or other welding consumables. In comparison, difficulties with the HAZ can often be resolved only by changing the base steel, which is generally a very costly measure, or by changing the heat input. Different empirical C equivalents (CE) have been developed and utilized to evaluate the weldability and the tendency of hydrogen (H2) induced cracking (HIC) of the base steels.
The most frequently used equation for CE which is also being used by the International Institute of Welding (IIW) is CE = % C + % Mn/6 + (% Cu + % Ni)/15 + (% Cr + % Mo + % V)/5. In Japan, the Ito-Bessyo composition characterizing parameter, Pcm, is more widely used. Pcm is considered to allow a more realistic assessment of the weldability of low C steels, when compared with the IIW equation. This equation is Pcm = % C + % Si/30 + (% Mn + %Cu +% Cr)/20 + % Ni/60 + % Mo/15 + %V/10 + 5 B. Another equation developed in Japan is for C equivalent number (CEN) which incorporates both the IIW equation for CE and the Pcm. The CEN is similar to the Pcm for steels with C levels which are less than 0.17 %, and it follows the IIW equation at higher C levels. The equation for CEN is CEN = % C + A(C) [%Si/24 + % Mn/6 + % Cu/15 + % Ni/20 + (%Cr + % Mo + % Nb + % V)/ 5 + 5B]. In this equation A(C) is equal to 0.75 + 0.25 tan h [20 (% C – 0.12)].
Although these CE equations have been initially developed to characterize the cracking tendency of H2 in steels, they are also being utilized to assess the hardenability of steels based on the chemistry. There exists a correlation between CE, Pcm and the martensite volume in both the coarse grained region and the grain refined region. As the value of the Pcm increases, the martensite volume and hardness in both regions increases.
Various regions in the HAZ of ferritic steels have been defined and characterized using a specific peak temperature of the HAZ weld thermal cycle in conjunction with Fe-C equilibrium phase diagram. These regions are the coarse grained, grain refined, inter-critical, subcritical, and partly liquid regions. However, the metallurgical behaviour in the HAZ which undergoes rapid heating and cooling is a non- equilibrium process. Therefore, a continuous cooling transformation (CCT) diagram is more appropriate to be used to predict the microstructures in the HAZ. The cooling rate is closely associated to steel thickness, joint geometry, and welding heat input. The cooling rate which is normally the most critical in welding applications is that which falls between 800 deg C and 500 deg C. As the welding heat input is increased or the steel thickness is reduced, the cooling rate between these temperatures is reduced.
The effects of major alloying elements in C and low alloy steels on HAZ microstructure and toughness indicate that C has a very important role in the overall hardness of welded steels. This can be clearly seen by its role in the CE and Pcm equations. An increase in C level supports the formation of lower temperature transformation products, such as bainite and martensite, and leads to a significant reduction in HAZ cleavage resistance.
Manganese (Mn), in addition to solid solution hardening, lowers the transformation temperature of austenite to ferrite while providing strengthening effects by grain refinement. However, the level of Mn is to be limited to minimize solidification segregation and microstructural banding.
Chromium (Cr) is a solid-solution strengthening and carbide forming element. It increases the hardenability of steel and improves oxidation and corrosion resistance. The addition of Cr is favourable in cases where the precipitation of Cr carbides suppresses the formation of ferrite side plates through a pinning effect.
Nickel (Ni) is considered to have a beneficial effect on steel transformation, similar to that of Mn, by lowering the austenite transformation temperature. The addition of Ni also improves toughness, as well as provides a solid solution hardening effect.
Vanadium (V) and niobium (Nb) are added in small quantities in low alloy steels to obtain the desired mechanical properties. By forming V(C,N) and Nb(C,N), V and Nb retard the recrystallization and grain growth of austenite during rolling and normalizing. During fusion welding, particularly with high heat input, V(C,N) and Nb(C,N) dissolve in the HAZ with peak temperatures more than 1100 deg C and re-precipitate during slower cooling. The reprecipitation of V(C,N) and Nb(C,N) weakens the toughness of the HAZ.
Titanium (Ti), in the form of stable Ti nitride, prevents coarsening of the prior austenite grain in regions close to the weld fusion boundary.
Weld metal
The use of a filler material is very common in many fusion welding processes. When selecting the proper filler metal/electrode, the main considerations are whether or not the weld metal can be produced defect free and whether or not the weld metal is compatible with the base steel and can provide satisfactory properties. These characteristics are determined by the (i) chemistry of the electrode, (ii) dilution of the base steel, (iii) fluxing material or shielding gas, and (iv) weld pool solidification and subsequent cooling and transformation.
The selection of the proper filler material is not based on matching the chemistry with the base steel. Rather, it is based on matching the weld metal and base steel properties. Using a filler material with chemistry identical to that of the base steel may not deliver the desired results, since the micro-structures of the weld metal are entirely different from those of the base steel. For many C and low alloy steels, the solidification and rapid cooling rate involved in fusion welding result in a weld metal which has higher strength and lower toughness properties than the base steel when they are of the same chemistry. Therefore, the filler material frequently contains a lower C level than the base steel. The strength of the weld metal is not improved by increasing the C content, but by adding the alloying elements which provide solid-solution or precipitation strengthening and modification of the micro-structures.
The weld metal micro-structure in C and low-alloy steels contains a variety of constituents, ranging from blocky ferrite, to acicular ferrite, to bainite, to martensite. The effects of alloying elements and cooling on the weld metal micro-structure is expressed in a schematic CCT diagram (Fig 1), whereas the effects of alloying elements on the hardness and notch toughness of weld metal are shown in Fig 2.
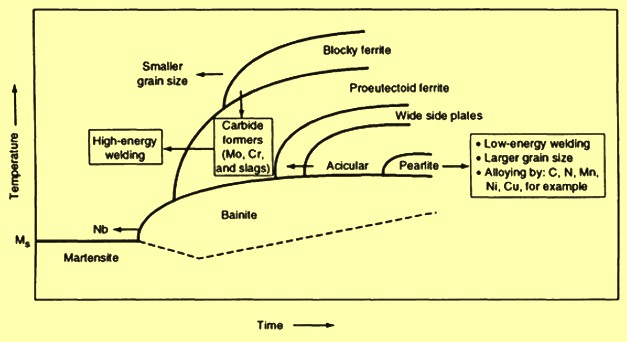
Fig 1 Effects of alloying elements and cooling on the weld-metal micro-structure
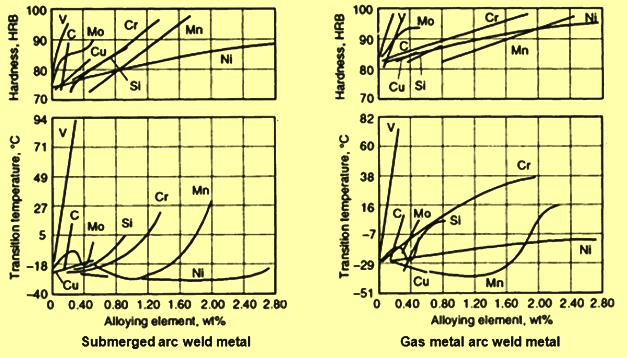
Fig 2 Effects of alloying elements on the hardness and notch toughness of weld metal
The melting of base steel and the subsequent mixing with filler material causes the final chemistry of the weld deposit to be between that of the base steel and the filler material. When the filler material has the same chemistry as the base steel, the final weld metal chemistry theoretically remains the same. Depending on the amount of base steel which is melted and the amount of filler material which is added, the final chemistry of the weld deposit can be estimated using the dilution equation which is % dilution = (weight of parent steel melted/total weight used steel) x 100. Factors such as joint configuration and edge preparation influence dilution. Welding processes and parameters which increase penetration can also increase dilution.
In a single pass weld, contents of some elements in the weld metal can be estimated using the formula ‘Specific element in weld metal = (the element in the base metal x the dilution) + (the element in the filler material) x (1 – dilution)’. In some cases, greater dilution is favourable, considering that there is lesser drastic change in mechanical and other properties across the fusion boundary. However, in applications involving weld cladding or weld surfacing, it is more desirable to minimize the dilution. This is since the filler material contains more expensive alloying elements tailored to impart specific weld metal properties. When there are fears that the base steel can introduce undesired impurities and/or alloying elements, then welding technology which lowers the dilution is suggested. This also includes considerations for phosphorus (P) and sulphur (S) and for higher C and silicon (Si) contents, which adversely affect the properties of weld metal.
Comparison of single pass and multi pass welding
In case of mechanical properties, particularly toughness, multi pass weld metal is usually better than single pass weld metal for the reasons namely (i) the reheat thermal cycle of each succeeding welding pass normalizes and refines portions of the microstructure in the previous weld metal, (ii) succeeding weld passes temper the preceding weld metal and reduce stresses from preceding passes, (iii) the total energy input per pass is reduced, which helps in limiting the amount of grain growth, and (iv) preceding weld passes provide a certain preheating which slows down the cooling rate of the succeeding pass.
It is seen that the weld metal ductility (cross-sectional area) increases as the total grain refined area is increased. Further, when an active flux is used in submerged arc welding (SAW), the number of weld passes to be applied in a joint is limited. This is since there is a tendency for alloying elements (such as Si and Mn) to build up during multi pass welding, which deteriorates the fracture toughness values in the final weld pass.
Weldability and types of steels
The high strength low-alloy (HSLA) steels are designed to have enhanced mechanical properties and weldability, when compared with conventional C steels. These improvements are obtained through the addition of small amounts of alloying elements, such as Nb, V, Ti, N2 (nitrogen), and C, which strengthen the ferrite, increase the hardenability, and control the grain size. Most of these steels are supplied in the as-rolled, normalized condition, and some are supplied in the precipitation-treated condition, as well. The finer grain size and greater quantity of pearlite account for the higher strength and toughness of these steels. In addition, the lower C content of these steels (0.22 % maximum) results into good weldability.
Normally the weldability of HSLA steels is similar to that of mild steels. Although HSLA steels have good weldability, the consideration of preheating and controlling H2 in the welding process is still important to ensure a successful weldment. The embrittlement in the coarse grained HAZ is one of the concerns during the welding of HSLA steels. This embrittlement is due to the slow cooling rate leading to the formation of undesirable micro-structures, such as coarse ferrite side plates (Widmanstätten ferrite and upper bainite) and grain boundary ferrite, particularly at high energy input levels.
For HSLA steels which contain Nb and V, the weld metal and the HAZ show low notch toughness at high heat inputs, such as those used in the electro slag welding (ESW) and SAW welding processes. This is since the high heat input increases the extent of coarse grained HAZ. The associated low cooling rate in the HAZ reduces the possibility for grain refinement and increases the possibility of the precipitation of Nb and V carbides, leading to embrittlement of the coarse grained HAZ. The high heat input and the resulting higher dilution also brings the precipitation-hardening issue of Nb and V carbides to the weld metal.
The use of steels with small additions of Ti (0.04 % maximum) and N2 has been found to effectively minimize the grain growth in the coarse-grained HAZ. This is because of the greater stability of Ti nitride at the peak temperature experienced in coarse grained regions (more than 1100 deg C), where Nb and V carbides are turned back into solution.
Low C steels comprise two types of steels, namely (i) low C steels with a C content of less than 0.15 % and (ii) mild steels with a C content between 0.15 % and 0.30 %. For these low C steels in the annealed condition, the major microstructure is relatively soft ferrite with scattered small carbide particles, whereas low C steels in the hot rolled or normalized condition have islands of pearlite. During fusion welding, the HAZ undergoes transformation from ferrite to austenite upon heating, and from austenite back to ferrite during cooling. At this C level, the hardening involved in the HAZ is around 10 HRC or less.
However, when the weldment undergoes a cold forming operation, it is usually suggested that the C content is limited to 0.06 %. The HAZ of steels with higher C content generally does not have good ductility to accommodate the strain involved in cold forming.
When low C steel is supplied as rimmed steel, its central core region tends to contain concentrations of compounds such as carbon monoxide (CO) and carbon dioxide (CO2), as well as elements such as S and P, as a result of segregation during the rimming action. In addition, the gases which result from the reaction between dissolved oxygen (O2) and C are also trapped in the central core region. During the welding operation, some amount of base steel melts and mixes with filler material because of dilution. The high temperature of the liquid weld pool provides conditions which allow the incomplete O2- C reaction to resume and trapped CO and CO2 to evolve. When the weld pool solidification rate is very fast for the gases to escape then their entrapment leads to pores in the weld metal. Therefore, sufficient weld pool deoxidation is the practical way of avoiding porosity problems when welding rimmed steels.
When low C steel is supplied as killed steel, weld metal porosity is no longer a problem during fusion welding. Instead, a viscous refractory slag sometimes forms on the weld pool surface of the killed steel, which makes the flow of liquid metal sluggish and weld pool manipulation difficult. The slag becomes viscous when deoxidizers, such as the Al (aluminum), Ti, and Zr (zirconium) are used in the steel killing practice, form oxides with relatively high melting temperatures. This problem with slag is more aggravated with oxy-acetylene welding, because of the low temperatures involved in the process. The usual solution is to select a filler material which contains adequate amount of Mn and Si to reduce the melting point and improve the flow of the slag.
Mild steel is also considered to be weldable, and cold cracking is usually not an issue when the C content is less than 0.2 % and the Mn content is less than 1.0 %. Pre-heat, inter-pass temperature control, PWHT, or special welding techniques are usually not necessary when welding steel with thickness of 25 mm and less. The C content is usually higher in thicker steel in order to provide the required strength. In addition, the related HAZ cooling rate during the fusion welding of thicker steel is higher. Therefore, when welding steel which is thicker than 25 mm, or when the C and Mn contents are higher than 0.3 % and 1.4 % respectively, then proper precaution and the use of low H2 electrodes or fluxes is needed to prevent H2 cracking.
A useful advice in selecting C- Mn and micro-alloyed C- Mn steels with optimum weldability and toughness, as established by Dolby is given here. For these steels with more than 0.1 % C, steel base with both a low C content and a low CE, but high toughness properties is to be used. Steel which is Al treated to restrict the width of the coarse grained region in the HAZ and minimize the free N2 level (aluminum-nitride precipitates are relatively stable) needs to be chosen. The selected steel is to be clean. The Al treated or vacuum degassed steel has lower S levels. The calcium (Ca) treatment for sulphide shape control improves the mechanical properties in the through thickness direction and reduces the lamellar tearing associated with liquidation cracking problems.
When using welding process with high energy inputs for the base steels with same C- Mn composition, the addition of Nb and V lowers the HAZ toughness, because of the precipitations of Nb and V carbides or carbo-nitrides which occur during cooling and reheating. Micro alloyed steels with less than 0.1 % C usually have higher toughness and a reduced tendency for H2 cracking in the HAZ. Clean Al treated steels with high toughness values need to be chosen for the reasons given above for C- Mn steels. The same precaution also applies as mentioned above regarding welding process with high energy inputs.
Low alloy steel which has low C levels is required to be chosen. A high cleavage resistance can be obtained when the hardenability of the steel is sufficient to develop low C martensite for the welding conditions used. Care is needed in the PWHT of steel which has substantial quantity of secondary precipitation of hardening alloying elements, such as Nb and V. Attention is also to be given to the PWHT of steel which contains high amounts of residual elements like P, Sb (antimony), As (arsenic), and Sn (tin).
Clean Al treated steel with high toughness value is to be chosen for the reasons as given above for C- Mn steel. Also, the same precaution regarding welding process with high energy inputs applies here.
Thermo-mechanically controlled process (TMCP) steel shows considerably improved strength and toughness properties and weldability. This technology uses accelerated cooling which makes it possible to achieve the same strength level at a lower C level as conventional controlled rolled steel achieves at a lower C levels (less than 0.06 %). Instead of strengthening by increasing the C content, TMCP steel develops its strength and toughness from the very fine ferrite and second-phase microstructure (finely dispersed pearlite or bainite) which occur during the accelerated cooling stage of the process. As a result of the reduction in C content and CE, this steel considerably improves the resistance to H2 induced cold cracking (HICC). Hence, the worries associated with preheat, inter-pass temperature control, and PWHT during welding process is not critical. However, HAZ softening, especially at high heat inputs, is a worry, since the favourable microstructure of the TMCP steel is reverted during the slow cooling in the HAZ at high heat input level.
Cr-Mo (molybdenum) steel is a relatively cheap material, when compared with high alloy steel and is used in the power and petrochemical industries due to its oxidation resistance, high temperature creep resistance, and sulphide corrosion resistance. The Cr content gives the steel its oxidation corrosion resistance, while the Mo content increases high temperature strength. The presence of finely distributed stable carbide improves the creep resistance. Due to the alloying element content and around 0.15 % level of C, this steel is air hardenable. This steel is usually supplied in normalized and tempered or quenched and tempered (Q&T) condition. The weldability of Cr-Mo steel is very similar to that of Q&T and hardenable low alloy steel. The major problem in the HAZ is cracking in the hardened coarse grained region, as well as HAZ softening between Ac1 and Ac3 temperatures. Reheat cracking during PWHT and long term exposure in high temperature also causes severe difficulties. For this steel, proper preheat and inter-pass temperature need to be selected, and low H2 welding technique is to be used.
While a PWHT is not needed for Cr-Mo steel with lower Cr levels and thinner gauges, it is frequently conducted immediately after welding as part of the welding technique. The PWHT of a Cr- Mo weldment is also sometimes mentioned as a stress relief heat treatment. Such a heat treatment is aimed to relieve the residual stresses by a creep relaxation process and to temper the as-welded hardened micro-structures to improve the fracture toughness of the HAZ and the weld metal. Additional beneficial effect of a PWHT is to allow for higher dissipation of H2 in the weld region and to further reduce the likelihood of HICC. Although a stress-relief treatment or PWHT is frequently used in Cr-Mo steel weldments, this type of steel is susceptible to either stress-relief cracking in the HAZ during such a treatment or reheat-cracking during post weld reheating process, including short term exposure to high temperature atmosphere. The temperature range for the occurrence of stress relief/reheat cracking is between 500 deg C and 700 deg C. While it is not clear, the cracking mechanism is believed to be related to the strengthening of the grain interior as a result of precipitation.
Cracking occurs during reheating when the relatively soft grain boundaries which are free of precipitates cannot accommodate the plastic deformation during creep relaxation. A parameter known as the ‘Psr’ has been developed to relate the susceptibility of Cr-Mo steel to reheat cracking when the steel contains 1.5 % max Cr, 1.0 % max Cu, 2.0 % max Mo, and 0.15 % max V, Nb, and Ti. The relationship is as given by equation ‘Psr = %Cr + %Cu + 2x %Mo + 10x %V + 7x %Nb + 5x %Ti – 2’.
When Psr is less than zero, the material is considered sensitive to reheat cracking. However, when there is more than 2 % Cr, the tendency for cracking is eliminated. Another parameter which takes into account the tramp elements and which leads to grain-boundary embrittlement and increases the tendency for reheat cracking, is the ‘metal composition factor’ (MCF) which is given by equation ‘MCF = %Si + 2x %Cu + 2x %P + 10x %As + 15x %Sn + 20x %Sb’. A higher value of MCF also increases the susceptibility of Cr- Mo steel to reheat cracking.
The usual welding techniques which are used to reduce the likelihood for reheat cracking are summarized as (i) reduce the stress risers in the design of weldments, (ii) use of welding practices which minimizes residual stresses such as increasing the preheat temperature and reducing restraint, (iii) reduction of weld metal strength for the accommodation of the plastic deformation in the weld metal when applicable and necessary, and (iv) reduction of the stress concentration in the coarse grained region.
Q&T steel is normally supplied in heat treated condition which involves austenitizing and/or quenching and tempering to obtain high strength properties. The hardenability of Q&T steel is such that the HAZ consists of microstructures of low C martensite and bainite. This type of as welded HAZ microstructure has desirable mechanical properties which are close to those of the base steel. Therefore, this steel usually does not need a PWHT or stress-relief treatment, except in certain special situations.
Unlike other hardenable low alloy steel in which high energy input is to be used to avoid the formation of martensite in the HAZ, the use of Q&T steel needs that the welding conditions include a cooling rate in the HAZ which is rapid enough to ensure the reformation of martensite and bainite microstructures. This is necessary since a HAZ cooling rate is too slow to cause the austenitized HAZ to transform into ferrite and a mixture of bainite and martensite. During the transformation of pro-eutectoid ferrite from austenite, the untransformed austenite becomes enriched in C which then transform into hard and brittle bainite and martensite. This mixed microstructure of ferrite, bainite, and martensite leads to embrittlement of the coarse grained HAZ. The slower is the cooling rate, the greater is the extent of embrittlement in the HAZ. A faster critical cooling rate (less heat input) is needed for avoiding the transformation of brittle mixed microstructure when welding less hardenable or thinner steels.
Another concern during the welding of Q&T steels is the strict maintenance of low H2 welding technique in order to prevent under bead cold cracking. A preheat is one of the most effective ways of reducing the tendency for cold cracking. However, preheat also significantly reduces the cooling rate in the HAZ. Therefore, it is to be applied in such a manner that a satisfactorily fast cooling rate can be achieved in the HAZ.
When welding Q&T steel having a higher strength level, the tendency for H2 cracking to occur in the weld metal increases. Therefore, the allowable moisture content in the electrode coating and flux, as well as the handling of these materials, become much more critical. For Q&T steel with yield strength (YS) level below 480 N/sq mm, 0.4 % moisture content is the allowable limit in covered electrode, whereas for steel with a strength level above 690 N/ sq mm, the limit is 0.1 %. The use of a temper bead technique can also help avoiding undesirable regions of high hardness and low toughness in the HAZ.
Multi pass welding is a good technique in the welding of Q&T steels. In addition to the refining and tempering effect on the weld metal of the previous weld pass, the smaller heat input of multi pass welding, compared with that of single pass welding helps in achieving a fast cooling rate. Where H2 cracking in weld metal is a worry, then thin layer multi pass welding is to be used, along with soaking at the inter pass temperature for a predetermined time before depositing the next pass. Although this technique helps dissipate the H2 in the weld metal in each weld pass, it reduces the productivity.
In Q&T steels, there is a softening region in the HAZ which is caused by a HAZ thermal cycle with a peak temperature between Ac1 and Ac3 (inter critical region). At temperatures below Ac3 during heating, the carbides are not completely dissolves in austenite. Hence, the C level in the austenite is to be of a lower concentration. During cooling, the unsaturated austenite transforms at high temperature and results in a micro-structure with lower strength.
Considerations in weldment
Carbon and low alloy steels used for structural application are not generally used in severe corrosive atmospheres. However, they are often used in moderate corrosive conditions, such as those in oil refineries and sour gas/oil pipelines. The presence of a weld normally leads to a reduction in corrosion resistance because of the reasons namely (i) variations in compositions of base steel, HAZ, and weld metal which results into a situation favouring galvanic corrosion, (ii) presence of residual stresses of welding which leads to stress corrosion cracking (SCC), and (iii) presence of weld discontinuities such as surface defects, which acts as a favourable sites for local corrosion attack.
In a corrosive atmosphere, the prevention of HIC and sulphide stress corrosion cracking (SSCC) are important. HIC, which has been observed in both high strength and low strength steels, even under non stressed conditions, occurs mainly in the low strength steel which is exposed to a H2 containing atmosphere. Because of its rapid cooling and solidification, weld metal forms a structure of dendrites and has oxide inclusions dispersed in the form of fine globules. It has been seen that weld metal, even when used without a filler metal of special chemistry, does not develop HIC up to a maximum hardness of 280 HV. In comparison, HIC has been observed mainly in the base steel and HAZ.
SCC is defined as a cracking phenomenon which occurs under sulphide corrosive conditions when steels are subjected to stress. Steel which is to be used in atmosphere containing H2 sulphide (H2S) can be suitably chosen. Generally a value of 22 HRC (248 HV) is suggested as the hardness limit for steel used for line pipe which is being used in sour gas application.
In the case of a weldment, the HAZ normally becomes harder than the base steel, and, consequently, is more susceptible to SCC. In addition to the more susceptible microstructure, other factors which contribute unfavourably to SCC are weld residual stresses and the presence of the entrant angle of the weld cap as a stress raiser in the welded region. When the welded joints are Q&T or normalized, the HAZ disappears and the tendency for the previous HAZ to develop SCC is altered. The SCC susceptibility is higher in the as-welded condition than in the Q&T (PWHT) condition.
Fatigue cracks in a welded structure under cyclic loading are often seen to develop at weld toe regions. This is due to fact that the weld toe is a region of stress concentration. The toe is the point at which the base steel and the weld metal meet and where changes are highest in both sections. Also, slag intrusion which result from a welding operation is frequently present at the weld toe region. Different techniques have been used for improving the fatigue strength of welded structure by reducing the stress concentration in the region of weld toe and weld reinforcement. These techniques are (i) removing the weld reinforcement on both side of a butt joint by machining the weld to the level of base steel, (ii) increasing the radius and entrant angle of weld toes by mechanically grinding the intersecting regions between the weld and the base steel, (iii) changing the state of surface weld residual stress by the mechanical cold working of the weld surface and the base steel at the weld toe region, (iv) coating and painting the welds and base steel to prevent corrosion in the region of stress concentration, (v) increasing the toe radius and weld entrant angle by adding a weld bead on both sides of the reinforcements using a filler material with high fluidity, (vi) using welding conditions which result in a greater weld toe radius and entrant angle, and (vii) re-melting the surface in the weld toe regions for flattening and smoothing weld profiles using the gas tungsten arc welding (GTAW) process.
Effect of welding technique on the properties of steel weldment
The American Welding Society (AWS) defines a welding technique as the detailed method and practice which includes all joint welding processes involved in the production of a weldment. In a detailed review of the relationship between techniques and weldment properties, the following are the conclusions.
- For any welding process/steel combination, welding techniques have a predominant role, along with the electrode (if a filler material is used), in determining the quality and mechanical properties of the weldment. However, these two variables (welding techniques and mechanical properties) do not have a direct cause-effect relationship.
- The mechanical properties of steel are attributable only to its soundness, microstructure, and chemical composition, and to whether or not it is base steel, weld metal, vapour-deposited metal, electrodeposited metal or any other type. The response of steel to mechanical forces depends on its present state and not on the manner in which this state has been created.
- Metallurgical research has established relationships between mechanical properties and microstructure, such as the inverse relationship between grain size and strength, the difference in strength between pearlite and martensite, the embrittling effect of grain boundary films, the harmful effect of inclusions, and others. On the other hand, there is no direct relationship between the current setting of a welding machine and the final properties of the weldment. Rather, the true cause and effect relationship is that (i) increased current introduces more heat into the steel, (ii) increased heat affects both the HAZ and the structure of the weld metal in a particular manner, depending on the steel chemistry, phases which are present, and other factors, and (iii) difference in structure results into different mechanical properties.
The factors connected with the specific welding technique, which affect weldment properties are given below.
Temperature of preheat
Preheating is the application of heat to the base steel immediately before welding, brazing, soldering, or cutting. The preheat temperature depends on many factors, such as the composition and mass of the base steel, the ambient temperature, and the welding technique.
Preheating is done for (i) reducing shrinkage stresses in the weld and adjacent base steel which is mainly important with highly restrained joints, (ii) making available a slower rate of cooling through the critical temperature range (around 880 deg C to 720 deg C), which prevents excessive hardening and lowers the ductility of both the weld and the HAZ of the base steel, and (iii) making available a slower rate of cooling down to 200 deg C, allowing more time for any H2 which is present to diffuse away from the weld and adjacent steel in order to avoid under bead cracking.
Gas torches, gas burners, heat treating furnaces, electric resistance heaters, low frequency induction heating, and temporary furnaces are some of the preheating methods which are used. The selection of the method depends on many factors, such as the preheat temperature, the length of preheating time, the size and shape of the parts, and whether it is a ‘one of a kind’ or a continuous production type of operation. For critical applications, the preheat temperature is to be precisely controlled. In these cases, controllable heating systems are used, and thermocouples are attached directly to the part being heated. The thermocouple measures the exact temperature of the part and provides a signal to a controller, which regulates the fuel or electrical power required for heating. By accurately regulating the fuel or power, the temperature of the part being heated can be held to close limits. Many standards need precise heat temperature control.
Temperature of inter pass
The inter pass temperature, which is involved in multi pass welds, is denoted by the minimum and maximum temperatures of the deposited weld metal and adjacent base steel before the next pass is started. Normally, steel which needs preheating to a specified temperature is also to be kept at this temperature between weld passes. With many weldments, the heat input during welding is adequate to maintain the inter pass temperature. On a massive weldment, it is not possible that the heat input of the welding process is enough to maintain the required inter pass temperature. If this is the case, then torch heating between passes is usually needed.
Once an assembly has been preheated and the welding has begun, it is required to finish welding as soon as possible in order to avoid the need for inter-pass heating. Because the purpose of preheating is to reduce the cooling rate, it logically follows that the same slow cooling is to be given for all passes. This can only be done by maintaining an inter pass temperature which is at least equal to the preheat temperature. If this is not done, then each individual bead is subjected to the same high quench rate as the first bead of a non-preheated assembly.
The required minimum temperatures which are needed are based on specific steel, welding process, and steel thickness. When heat buildup becomes excessive, the weldment is to be allowed to cool, but not below the minimum inter pass temperature. The temperature of the welding area need to be maintained within minimum and maximum inter pass temperatures.
Post weld heat treatment
A PWHT is normally considered necessary for welds in thicker section steel, in order to reduce the high as welded residual stress level and improve the toughness and defect tolerance of the joint. Many fabrication standards provide guidelines on the duration and temperature of the PWHT, although some differences between various standards exist. In assessing the time and temperature needed to provide a suitable PWHT, it is necessary to know how such parameters respond to different heat treatment schedules.
In all heat treatments, with the possible exception of fusion, the heating rate and time can be specified. The maximum temperature is related to the composition of the steel, the holding time (at the maximum temperature) is related to the steel thickness, and the cooling rate is related to the particular treatment and to the standard. The rate of heating generally ranges from 150 deg C to 180 deg C per hour. The holding time is typically 2.5 min/mm of maximum thickness in order to provide uniform heating throughout. The cooling rate also ranges from 150 deg C to 180 deg C per hour, down to a specific temperature. In some cases, the cooling rate can be increased when the part has cooled to a certain temperature. The rates of heating, holding, and cooling are usually part of the specification and need to be followed explicitly.
Effects of PWHT on the HAZ properties of welds in a C – Mn steel
A study was conducted to show the effects of PWHT on the variation in HAZ properties (strength, hardness, and toughness) with different PWHT parameters. The study was carried out on a 50 mm steel of C- Mn grade which had been killed with Si and treated with Al and Nb. This grade was chosen since it is increasingly being used in pressure vessel application and in many off-shore fabrication and other structures. The SAW process had been used with a heat input of around 3.4 kJ/mm of the fill pass. Also, the effects of multiple PWHT cycles, which are often encountered in pressure vessel fabrication or in cases where repairs have been made, have been studied in the same manner.
Longitudinal tensile tests of the HAZ were conducted. No noteworthy effect which was due to multiple stress-relief cycles was noted in the HAZ region. The values observed exceeded the steel plate minimum requirements. Adequate ductility and elongation values were observed at 600 deg C. No noteworthy effect of PWHT time on the HAZ yield stress (YS), tensile strength (TS) or ductility at this temperature was seen. The data indicated that only a minor reduction in YS and TS were noticed with increasing PWHT temperature. No significant effect on ductility was seen.
For Charpy impact tests, five testing temperatures were chosen and three samples were tested at each of the temperature. These temperatures were 0 deg C, -20 deg C, -40 deg C, -60 deg C, and -80 deg C. For the welds, one sample was taken from the first side of the HAZ, one from the second side of the HAZ, and one from the HAZ at the steel plate mid-thickness, which was associated with second side welds. The data had shown that multiple PWHT cycles had only a marginal effect, in that a slight increase in the number of low values at low temperatures was observed at two and three cycles, particularly from specimens machined from the steel plate mid thickness.
Although extended PWHT has not led to an appreciable variation in HAZ Charpy properties from the 1/4 t and 3/4t locations, a pronounced drop in absorbed energy levels was seen after 4 hours in samples machined from the steel plate mid-thickness. It was clearly seen that the toughness at the steel plate mid thickness appears to fall off with time, although this does not happen at the 1/4t locations.
The effects of increasing the PWHT temperature had shown that no pronounced effect of temperature on toughness exists, except at the steel plate mid thickness. Here, there seems to be a trend of increasing transition temperature with increasing PWHT temperature.
A survey on the hardness was also conducted. Hardness traverses were conducted in the macro section from two welds after PWHT, reaching from the parent steel plate which was unaffected by the welding processes into the weld metal. Similar traverses were made on welds 1 and 2 in the as welded condition. On each macro section, three traverses were made at the locations namely (i) 3 mm below the surface of the first side, (ii) at the steel plate mid thickness, and (iii) 3 mm below the surface of the second side. In all the cases, a 98 N load was used on a Vickers hardness machine. The as-welded hardness data from welds 1 and 2 had shown that the steel plate values were around 170 HV to 180 HV, weld-metal values were 200 HV to 220 HV, and the peak HAZ hardness was below 240 HV.
Multiple PWHTs had little influence on HAZ or steel plate hardness, where peak HAZ values of less than 240 HV were obtained and steel plate hardness values were around 140 HV to 160 HV. In all welds, the hardness at the steel plate mid thickness was slightly higher than it was at the surfaces, because of the presence of a segregated band, as is being frequently observed in continuously cast steels.
Weld-metal hardness had shown a more noticeable effect when exposed to multiple stress-relief cycles. Welds 1 and 2 had a fairly uniform hardness of around 200 HV, but after the third PWHT cycle, the weld metal hardness levels dropped to 160 HV to 220 HV, with the lowest values appearing at the weld mid thickness. The values had shown only a slight reduction in HAZ hardness as PWHT time increases. Steel plate hardness values were unaffected. The weld metal behaved in a nonsystematic manner. Hardness values between around 190 HV and 210 HV were observed after 1 hour, increasing to around 200 HV to 220 HV after 2 hours, and decreasing to around 160 HV to 195 HV after 4 hours.
It was seen that the steel plate and HAZ hardness levels appear to be fairly insensitive to PWHT temperature. No obvious trends in the variation of hardness with temperature were visible. However, a slight drop in steel plate hardness had been seen. Weld metal hardness appears to decline after a 650 deg C PWHT, where hardness values of around 180 HV to 190 HV had been recorded. This compared with hardness values of around 190 HV to 210 HV, which were recorded at 550 deg C and 600 deg C.
It was concluded that increasing the PWHT time at 600 deg C, whether by prolonging single treatment or by using multiple treatments, had little effect on the mechanical properties. In addition, increasing the PWHT temperature from 550 deg C to 650 deg C resulted in no significant drop in HAZ strength or hardness. However, evidence for a drop in the HAZ Charpy V notch toughness at the steel plate mid thickness with increasing temperature was found.
Heat Input
The welding process and welding technique both influence the energy input which is used to make a weld. The higher is the energy input, the slower us the cooling rate. Heat input is a function of welding current, arc voltage, and travel speed. To increase the heat input, either the welding current is required to be increased or the travel speed needs to be reduced. Welding current is related to the process and the electrode size. Heat input is calculated by using the equation H = EI (60/S) where H is the energy input in joules per linear measure of weld, E is the arc voltage in volts, I is the welding current in amperes, and S is the travel speed (linear measure) per minute. By increasing the amperage or voltage, heat input increases, but by increasing the travel speed, heat input decreases. The voltage has a minor effect, because it varies only slightly, when compared with the other factors.
In general higher input reduces the cooling rate. This is to be used with care, since with Q&T steels, very high heat input tends to soften the HAZ, and its strength level is reduced. In case of low hardenability steel, it is possible to produce an unhardened HAZ by increasing the heat input. In case of higher hardenability steel, the tendency toward cracking and the maximum hardness are reduced by a slower cooling rate. These factors limit the amount of heat input which can be applied. Normally preheating is used in order to reduce the cooling rates.
Welding process also influences the heat input. Each welding process has a different thermal cycle. For example, the rate of heat rise, the maximum temperature, the time at high temperature, and the rate at which the metal cools are quite different for the shielded metal arc welding (SMAW) and the ESW processes. Those processes with the highest concentration of heat generally cause the temperature to rise and to fall much more quickly. In case of SMAW, the rise is almost instantaneously, and the cooling rate of the base steel is very fast. In case of ESW the rise is slower and is held at a high temperature for a fairly long time, and then decreases slowly.
The temperature changes that occur during an arc welding operation are much quicker and more abrupt than for most metallurgical processes. The metallurgical reactions from the heat of welding do not follow the normal heat treatment relationships. The temperature changes with ESW are more similar to those encountered in foundry metallurgy.

Leave a Comment