Dry Granulation of Blast Furnace Slag for Energy Recovery
Dry Granulation of Blast Furnace Slag for Energy Recovery
Around 300 kg of liquid slag is produced as byproduct while producing one ton of hot metal in a blast furnace (BF). This slag is at a temperature of around 1500 deg C and has a sensible heat of approximately 400 M Cal per ton. BF slag is rich in CaO, SiO2, Al2O3, and MgO which are similar to the components of Portland cement.
When the high temperature liquid BF slag is cooled fast enough then the slag has a large percentage of glassy phase with high cementations activity and hence it can be used as a higher value product, especially for substitution of Portland cement. This is also a good way to reduce CO2 emission because the cement manufacturing also produces large amount of CO2.
To obtain glassy phase in BF slag, the liquid BF slag is subjected to water granulation process. Today rapid cooling of liquid slag in a closed water slag granulation plant is state of the art process. The rapid cooling of the liquid BF slag in the water prevents the crystallization of slag and breaks the slag into small particles by thermal stress. The liquid BF slag freezes in an amorphous granulate, called granulated BF slag. The non crystallization rate of the water granulated BF slag can reach to a level of 95 %. By contrast, the glassy phase obtained during crystallization of liquid BF slag by slow cooling in the air is quite limited.
However, water granulation of liquid BF slag consumes large volumes of water (1,000 to 1,500 litres of evaporative loss per ton of liquid BF slag processed) and can generate acid mist causing air pollution. Also there is the need of a proper water management on one hand and the necessity of the drying of the granulated BF slag on the other hand. So, not only the sensible heat of the liquid BF slag is lost, but it is also necessary to have an upstream slag drying unit for using the granulated BF slag in the cement industry. The drying process normally consumes heat energy up to 72 M Cal/ton of slag.
In the area of dry granulation of liquid BF along with heat recovery, process is being developed in many countries. The work being carried out for the process development is described below.
Progress of work in Europe
In the process under development at subsidiary of the state steel company, Merox Ltd in Sweden the slag is granulated by striking a falling film of slag with previously solidified slag particles. This breaks the film up into granules that then fall into a multistage fluidized bed from which heat is recovered. It is claimed that over 60 % of the sensible heat in the slag can be recovered as steam by this method and that the slag product has a high glass content making it suitable for cement manufacture.
In the 1990’s first tests with dry slag granulation were performed at British Steel (now Tata Steel) at Redcar (UK). The distance from the atomising cup to the chamber wall was about 10 m to prevent molten slag from sticking. Slag particles with the same quality and amorphous structure like granulated slag made by wet systems could be found, so it seemed that the dry method is suitable in future. But up scaling was not done.
In the years 2002 to 2004 a smaller designed granulator was used in Vitkovice in the Czech Republic. These tests were also successful. This granulator was designed for a mass flow of 20 kg/minute of liquid slag and without heat recovery too.
A new dry slag lab rig (in short DSG) has been installed by Siemens VAI in cooperation with Montanuniversität Leoben at the hall of the Chair of Thermal Processing Technology for research and development. In this project there are the co-partners voestalpine Stahl GmbH, ThyssenKrupp Steel Europe AG and FEhS-Institut für Baustoff-Forschung e.V. This project is funded by the German Federal Ministry of Economics and Technology (BMWi). The DSG rig has been developed to avoid the negative aspects of wet granulation process.
The main objectives for the DSG are the production of granulated slag for the cement industry with nearly same properties (> 95 % glassy) like the wet method on one hand and getting hot air from slag cooling for heat recovery on the other hand. The DSG is based on the ‘Rotating Cup’ or also called Davy principle, where the molten slag is atomised by a cup, which can be rotated at variable speed. The molten particles are freezing during their flight towards the granulator wall before falling into a developed fluidized bed made by solidified particles before.
The lab rig at the University of Leoben has been designed on basis of the results of the lab tests at FEhS-Institut and the modelling of Siemens VAI to find the best operating parameters for producing high quality granulated BF slag and highest possible air outlet temperatures. Therefore about 300 kg of slag is melted in the ‘Flash-Reactor’ for each trial at the University’s workshop. The liquid slag is tapped into special slag pots which are lined with refractory to prevent heat losses. Afterwards the slag pot is manipulated into a tilting unit, installed close to the granulator. The liquid slag feed into the granulator can be measured and controlled via load cells. The liquid slag is then delivered to the centre of the granulator passing a slag runner and a vertical refractory pipe. After atomizing, the slag droplets cool down rapidly during their flight towards the granulator wall once spread away by the fast spinning cup. The surface of the particle has to solidify during this short flight time before falling into a developed fluidized bed made by granulated particles.
Work in Australia
The research at CSIRO (Commonwealth Scientific and Industrial Research Organization), Australia has demonstrated at laboratory and pilot scale that dry granulation produces a slag suitable as cement substitute; and that the heat released from the slag can be captured by a small volume of air – making the process suitable for high grade heat recovery. A project was planned with an aim to further develop dry granulation technology, with particular emphasis on using it as a means to capture the waste heat released from slag cooling and to develop know how for scale up from pilot to industrial scale. This work formed part of the Australian steel industry’s contribution to the World Steel Association’s CO2 Breakthrough Program. The overall objective of the project was to develop a dry granulation process that produces a high value slag and enables capture/recovery of the waste heat released from slag cooling, whilst demonstrating its techno economic, energy and sustainability benefits at pilot scale. The project also aimed to scale up the technology and demonstrate it through plant trials.
The concept of integrated dry granulation and heat recovery has been successfully demonstrated through the prototype pilot facility at CSIRO. The designed process has performed well, delivering smooth operation under variable conditions and high slag tapping rates. Many tests have been carried out using industrial blast furnace slags and the granulated products were collected. The products were characterized and assessed with respect to cementitious properties. Further assessment by a third party laboratory found that the dry granulated slags have good cementitious properties and are suitable for cement production.
A techno economic evaluation indicated that dry slag granulation has significant advantages over the wet granulation process in terms of both capital and operating cost. Plant visits were made to collect data on casting rates and measure temperatures of slag and hot metal from the blast furnaces at One Steel’s Whyalla steelworks and BlueScope Steel’s Port Kembla steelworks. These data were further assessed in relation to implementation of dry granulation and the results were documented in a report.
Advanced computational fluid dynamics (CFD) modeling of the dry granulation process was successfully carried out. A CFD model for heat transfer and fluid mechanics in the spinning disc atomization process was assembled and the model validated using experimental data from the pilot plant at CSIRO. A draft business plan for the subsequent stages of the project has been developed.
Work in Japan
In Japan three separate schemes are under investigation. Sumitomo Metals Industries is developing a dry granulation process for blast furnace slag where a stream of slag breaks up as it impinges on to a rotating drum. The slag particles then fall into fluidized bed where the heat is recovered. This process aims to produce a particulate slag to substitute for river sand as well as to recover about 55 % of the heat in molten slag in a stream of hot air. Mitsubishi Heavy Industries and Nippon Kokan KK are developing a process for granulating basic oxygen furnace slag using a powerful air blast to break up a slag stream. The slag particles solidify as they travel through the air and the heat is recovered by radiation from the spray of particles and also from the fluidized bed into which the particles fall. The Kawasaki Steel Corporation is also developing a process for recovering heat from blast furnace slag. This involves granulating the slag by mechanical agitation and recovering heat from the granulation process by radiation and later from the granulated slag particles in a fluidized bed. The slag product is used as an aggregate for the construction industry.
Dry slag granulation using a rotary cup air blast atomizer
The dry slag granulation process is essentially to atomize the liquid slag and then to cool the particles rapidly so as to produce a glassy slag. The atomization is done using a rotary cup air blast atomizer. The particles cool as they travel through the air and are then cooled further in a fluidized bed. Both of these processes provide the rapid cooling necessary for the formation of glassy slag product. The fluidized bed is a convenient method of containing the slag particles as it prevents the agglomeration of hot particles in addition to providing rapid cooling.
Slag particles with a mean diameter of around 2 mm can be produced by the atomizer and so the slag product is in a form that is easy to handle. Tests have shown that the slag particles are cooled fast enough for the product to have glass content in excess of 95 %. Also very little slag wool is produced in the process. The principle of rotary cup atomizer is shown in Fig 1.
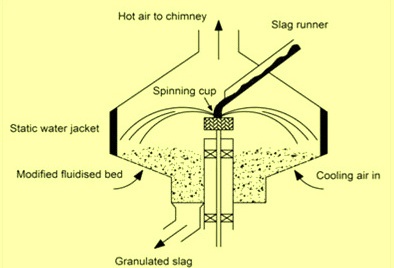
Fig 1 Principle of rotary cup atomizer
The rotary cup air blast atomizer has the following advantages.
- It offers fine control very easily. The particle size can be controlled by varying either the rotary cup speed or the air blast flow. This atomizer also produces a relatively narrow particle size range. The problem of having a rotating cup in contact with molten slag need not be limitation and can be solved with careful design and the correct choice of materials.
- The power required to drive this atomizer is considerably less than that required by a twin fluid atomizer. A twin fluid atomizer needs over 20 times as much power to atomize the slag to similar sized particles as that required by a rotary atomizer. This could affect the overall cost savings of the heat recovery process by up to 5 %.
- The trajectory of the slag particles is outwards and upwards. The upwards motion means that the atomizer can be used in a location where there is restricted height between the slag delivery point and the ground as in the case at a blast furnace where slag is supplied from the cast house floor which is usually 7 m above the ground.
The rotary cup air blast atomizer operates by spinning out a thin film of slag which extends radially from the cup lip. As the film of molten slag extends from the cup lip, it breaks up of its own accord. However the presence of an annular air jet around the cup assists the breakup of the slag by inducing unstable waves in the film. The air blast has the effect of producing small particles of a more uniform size and of deflecting the particles upwards to produce a cone shaped spray moving out from the atomizer.
Heat is recovered from the slag in the following ways.
- As the spray of slag particles moves outwards from the atomizer, heat is lost by radiation to the vessel and by convection to the air moving through the vessel. However, as the time of flight is short (of the order of 0.1 seconds) the temperature falls by only about 100-200 deg C.
- On impact with the vessel wall, some heat is transferred from the slag to the wall. It has been found from tests that if the wall is kept relatively cool the slag particles do not stick to the wall but either bounce off immediately or fall off after a very short time. In either case the time of contact between the slag particles and the vessel wall is considerably less than 0.1 seconds and again the temperature reduction of the slag is about 150 deg C.
- More heat is lost by radiation and convection as the particles fall from the wall into the primary fluidized bed.
- The remainder of the heat recovery is in the fluidized beds, by heat transfer just to the fluidizing air or additionally by immersed boiler tubes or other heat transfer surfaces. In the fluidized bed, the fluidizing air and solids leave the bed at the same temperature as the solids in the bed. The temperature of the secondary bed must be chosen carefully. If the bulk slag particle temperature is too hot recoverable heat in the slag would be wasted and if it is too cold the usefulness of the hot fluidizing air on discharge from the process would be reduced.
Experimental work was undertaken with the initial aim of investigating whether or not the atomization process would produce small slag particles and whether the particles had a glassy structure. A rotary-cup, air-blast atomizer was built, with a cup of 100 mm diameter and a speed range of 500 -1500 rev/min. The slag flow rates used in the tests varied from 0.2 kg/sec to 0.5 kg/sec. The tests were restricted to duration of about 2.5 min because of the limited capacity (around 30 kg) of the laboratory slag melting furnace.
The initial tests proved that the process did work; small particles with 95% glass content were produced. Further tests were then carried out to investigate the particle sizes and spray trajectories produced by the atomizer.
The sensible heat in the molten slag relative to 30 deg C as it leaves the blast furnace at 1500 deg C is around 400 M Cal/kg. Of the total slag flow, about 14 % would overflow the slag accumulator to waste as mentioned above. From the remaining 86 %, 32 % of the heat content cannot be recovered because of the following.
- The latent heat of crystallization is not released when a glassy slag is formed
- The solid slag product is discharged from the heat-recovery process at 250 deg C
- Heat losses occur in the slag accumulator
Thus, only 58.5 % of the sensible heat content of the slag discharged from the blast furnace can be recovered.
The main challenge of the dry granulation process is to ensure rapid slag freezing to reach the transformation point of the slag very fast. Otherwise the solidified slag is not fully glassy but partially crystalline which is unsuitable for further use in the cement industry. Cooling with air is much more difficult due to a substantially lower heat capacity compared with water used in conventional slag granulation plants. Furthermore the air heats up while streaming through the agitated bed. So additionally the temperature difference worsens the setting process.
Initial campaigns showed promising results regarding glass content, grain size distribution and particle shape. Also a significant off gas temperature increase could be measured. With the obtained data, process optimization can be done and a scale up for further investigations can be realized in the future. Using dry slag granulation at integrated steel plants mills will gain access to the sensible heat of the blast furnace slag. The recovered energy can be used for the production of steam or electricity or for other useful preheating processes. An energy potential for recovering 20 MW thermal energy or alternatively of about 6 MW electric power generation from a slag feed of one ton per minute can be calculated. Without the need of an upstream drying system for the blast furnace slag energy and as in consequence CO2 can be saved. In summary dry granulation of blast furnace slag allows an environmental friendly and sustainable subsequent processing for one of the big heat recovery potentials at a modern blast furnace.

Leave a Comment