CLU process for Stainless Steel Production
CLU process for Stainless Steel Production
Stainless steel production process has some basic features such as carbon (C) removal, deoxidation and desulphurization. In the production process, these operations are generally combined with some alloying with solid material as well as nitrogen (N2) control. These requirements are met in different ways in various processes being deployed for the production of stainless steel.
The CLU process is similar to the AOD (argon oxygen decarburization) process for making stainless steels. CLU refers to the Creusot-Loire Uddeholm process for stainless steel production. It also uses liquid steel from an electric arc furnace (EAF) or any other similar primary steel making furnace. The major impetus for the development of the CLU process was the idea to use superheated steam as the diluting gas instead of argon (Ar) gas which is used in the AOD process. Superheated steam has been used as a process gas in stainless steel production since the early 1970s when this technology was developed at Uddeholms Degerfors steel plant in Sweden. In France a similar development took place within the Creusot-Loire group. The developed process was named Creusot Loire Uddeholm (CLU) process.
The converter originally used in CLU process was a bottom blown converter thus differentiating it from the side blown AOD converter. However, presently CLU process with the use of a side blown converter is also available.
The first commercial plant using the CLU process was built in 1973 by Uddeholm. Between 1973 and 2003 stainless steel was produced in Uddeholms Degerfors steel plant in an 80 ton converter where superheated steam, Ar, N2, oxygen (O2) and compressed air were used as process gases. The converter in the Degerfors steel plant was operated for 30 years as a CLU process for stainless steel production before it was decommissioned in 2003. A cross section of CLU bottom blown converter is shown in Fig 1.
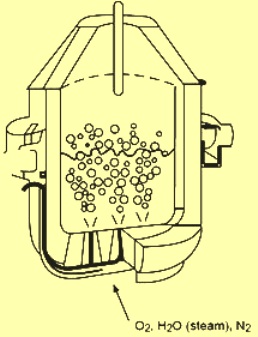
Fig 1 Cross section of CLU converter
Over the years the technology had a moderate expansion. In total seven plants had used superheated steam as a process gas industrially. The process is also used by Samancor Ferro metals in South Africa for the production of medium carbon (C) ferrochrome (Fe-Cr). Acerinox Columbus Stainless in Middleburg, South Africa chose this process for their two nos. 110 tons converters for their stainless steel plant. Between 1995 and 2002 Columbus Stainless used super heated steam in the converter during the refining process. However in 2002 a decision was made to remove the steam blowing capacity as the market then provided enough Ar to satisfy the local demand and at the same time some of the original boiler equipment was worn out. Superheated steam blowing practice in the converters was reintroduced in 2008 and it became possible for Columbus Stainless to operate two converters with steam simultaneously. According to Columbus Stainless management the main motivation to reinstall steam blowing capacity in their converters was to decrease Ar peaks and to reduce the overall Ar consumption to match the Ar supply from the local market in a better way.
CLU process
Like the AOD process, CLU process also uses the dilution technique. The process is based on the principle that the decarburization should take place at a reduced partial pressure of carbon monoxide (CO) because the carbon chromium equilibrium in a steel bath is very much dependent on the partial pressure of the CO in the gas bubbles created during the decarburization. The carbon- chromium equilibrium at two different temperatures and pressures is shown in Fig 2.
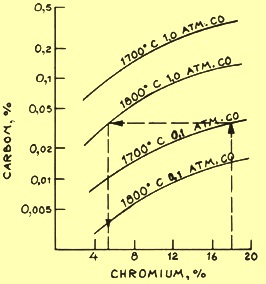 Fig 2 Carbon – Chromium equilibrium at two different temperatures and pressures
Fig 2 Carbon – Chromium equilibrium at two different temperatures and pressures
The use of inert gas lowers the partial pressure of CO in the bath, thus allowing higher chromium (Cr) contents to be in equilibrium with lower C contents. The initial incentive to develop the CLU technology was the desire to lower the partial pressure of CO by assistance of purging with a cheaper inert gas and to reduce the need for large quantities of Ar which is expensive and whose availability is also rare.
The decarburization period consists of injecting an oxygen-steam mixture. The fundamental background to steam usage in the converter lies in the reduction of steam which is represented by the following equation.
H2O (g) + 241.9 kJ/mol = H2 (g) + 0.5 O2 (g)
The steam dissociates in the steel, and the hydrogen (H2) acts as a flushing gas in the same way as Ar in the AOD process, and the O2 acts as a refining medium. The process of dissociation of steam is endothermic and takes heat from the steel bath. This helps in controlling the temperature of the steel bath.
In their process, Creusot-Loire also looked into the possibility of using tuyeres with fuel protection, which would permit the blowing of pure O2 and the adoption of the modem technique for the refining of carbon steel. Thus, the refining could be done at high speed from very high initial C and silicon (Si) contents.
The use of 1 kg of superheated steam substitutes 1.25 N Cum of Ar (or N2), 0.625 N Cum O2 in terms of process gas and 10 kg of scrap in terms of cooling capacity. The superheated steam is mainly used to substitute tactical coolants in cases where the applied strategy means that the converter operates close to its maximum capacity. Superheated steam can also be used for cooling in cases where suitable coolants are not available or cannot be handled logistically.
Hydrogen (H2) from the steam dissolves in the steel in a similar fashion to N2. Unlike N2, the removal is however extremely fast down to levels below what is critical in stainless steel. Even if H2 can be a problem for many types of steel, for stainless steel it is not and H2 levels of 5 to 6 ppm (parts per million) is normal at converter tapping for standard stainless steel grade 304 independent of CLU or AOD processing. Casting of common stainless steels can be carried out well up to over 10 ppm.
Advantages and other process characteristics
The main advantage of the CLU process is the lower operational temperature in the converter (50 deg C to 100 deg C lower) as compared with the operational temperature in the AOD process. The extra chromium (Cr) loss that this process may entails can be counteracted by use of an extra addition of ferrosilicon (Fe-Si) for the slag reduction. The other major advantages of the process are as follows.
- The possibility of controlling the temperature during the decarburization (without the use of cooling additions) by variation of the relation between O2 and steam.
- The cost of dilution gas is low. This has significant effect in the production cost of the stainless steel.
- The process uses low priced ferrochromium (Fe-Cr) with high Si and C contents.
- The low operating temperature and the fact that the converter is bottom blown leads to higher lining life and lower refractory costs
The desulphurizing conditions are about the same as in the AOD process. From the point of view of desulphurization, a high Si content is an advantage in the arc furnace operation. However, the higher Si content in the liquid steel must be compensated for by additional lime to maintain the slag basicity at an optimum.
To eliminate the H2 that is dissolved in the steel at the end of the refining period, about 1.5 Cum of Ar per ton of steel is injected.
Cr oxidation is higher than in the AOD process when decarburization is continued below 0.18 % C. Though there is increased Si requirement in the process still there is cost saving because of lower consumption of high priced Ar consumption. Further, the use of steam throughout the entire period also may result into undesirable H2 content in the refined steel if not properly control. Therefore, suitable practices are to be evolved and control mechanism is to be incorporated in the process for the use of various amounts of steam, Ar, and N2.
Typical parameters
Typical parameters and conditions for stainless steel grades 304 and 409 for CLU process are given in Tab 1.
| Tab 1 Typical parameters and conditions for grade 304 and grade 409 | |||
| Parameter | Unit | Grade 304 | Grade 409 |
| Aim carbon | % | 0.03 | 0.01 |
| Aim nitrogen | ppm | 350 | 100 |
| Melt in carbon | % | 1.65 | 0.96 |
| Melt in silicon | % | 0.2 | 0.13 |
| Oxygen | N Cum/ton | 27.7 | 22.4 |
| Nitrogen | N Cum/ton | 13.5 | 1.7 |
| Steam | N Cum/ton | 10.4 | 6 |
| Hydrogen | ppm | 5.9 | 3.8 |
| Argon | N Cum/ton | 7 | 17.1 |
| Silicon (reduction) | Kg/ton | 15.5 | 15.9 |

Leave a Comment