Belt Conveyors for Movement of Bulk Materials
Belt Conveyors for Movement of Bulk Materials
The development of belt conveyors, capable of transporting virtually any bulk material at thousands of tons per hour in a continuous and uniform stream, has been one of the most important innovations for the modern industry especially for the steel and mining industry. Today the use of belt conveyors is an important and broadly accepted means of long distance transport of bulk materials.
Belt conveyors have been in use for decades to transport bulk and unit loads. They have proved their worth everywhere because belt conveyor installations can be adapted to meet nearly all local conditions. They have attained a dominant position in transporting bulk materials because of inherent advantages such as their economy and safety of operation, reliability, versatility, and practically unlimited ranges of capacities. In addition, they are suitable for performing numerous processing functions in addition to their normal purpose of providing a continuous flow of material between two operations. Recently, their conformity to environmental requirements has provided a further incentive for selection of belt conveyors over other means of transportation.
Low labour and low energy requirements are fundamental with belt conveyors as compared with other means of transportation. The dramatic increase in the operating costs of other means of transport since the oil crisis of the seventies has placed conveyors in an extremely favourable position for applications that were not considered previously.
Belt conveying as a means of handling bulk materials has been greatly advanced and today it has assumed dominance in the steel and the mining industries. The increased dependence of these industries on belt conveyors is primarily because of the fact that they have had ‘everything going for them’. Demands of the steel and mining industries have been calling for ever higher capacities and for more extensive belt conveyor systems having far greater complexity and employing higher degrees of automated control.
Concurrent with the continuing improvements in application and performance standards, there have been more stringent industry requirements for economic justifications of capital investment and relative costs of operation and maintenance. Radical changes in the relative costs of equipment, labour, and energy have further enhanced the favouring of belt conveyors for many relatively long-distance, high-volume haulage applications. Moreover, emphasis on energy saving, environmental control, and safety has drawn a sharp focus on the many other advantageous features of belt conveyors.
Technological advances have paralleled and supported these increased application, performance, and economic demands. There has been a quiet revolution in the development of the available widths, normal operating speeds, and tension capabilities of conveyor belts. The mechanical components, too, such as idlers, drive machinery, pulleys, and many accessories, have undergone developments to enhance performance and durability. Most recently, developments have been in the applications of automated, electrical controls employing solid state components, multiplex wiring, and many other modern techniques of electrical engineering and equipment.
The demand for ever increasing capacities and ever longer conveying lengths has accelerated the development of the belt conveyor techniques. New materials are being developed and new conveying systems are being planned and tested especially those for meeting the challenges with regard to the environment control.
A conveyor belt installation consists of a drive system, a take-up system, additional components and auxiliary items, and the principal item ‘the conveyor belt’.
The size of materials that can be conveyed is limited by the width of the belt. Materials can range from very fine, dusty chemicals to large, lumpy ore, limestone and dolomite, coal and coke, sinter and pellets etc. Closely sized or friable materials are carried with minimum degradation. Because rubber belts are highly resistant to corrosion and abrasion, maintenance costs are comparatively low when handling highly corrosive materials or those that are extremely abrasive, such as alumina and sinter.
Materials that might cause sticking or packing if transported by other means are often handled successfully on belt conveyors. Even such hot materials as coke, sinter, iron ore pellets, direct reduced iron, and hot briquetted iron are conveyed successfully.
Present day belt conveyors are capable of handling hourly capacities in excess of any practical requirement. Yet they are also used economically in the steel plant for transporting materials between two process units at a wide range of rates, sometimes even at a very low rate which can be as little as a mere dribble.
Belt conveyors operate continuously, round the clock and 24×7 hours when needed without loss of time for loading and unloading or empty return trips. Scheduling and dispatching are unnecessary as the material is loaded to and unloaded from the belt conveyor automatically. Operating labour costs differ little, regardless of capacity ratings. Overall costs per ton decrease dramatically, however, as annual tonnage handled increases.
For these reasons, belt conveyors are capable of handling tonnages of bulk materials that would be more costly and often impractical to transport by other means. Belt conveyor systems provide the means of transporting materials via the shortest distance between the required loading and unloading points. They can follow existing terrain on grades of 30 % to 35 %, compared with the 6 % to 8 % being the effective limits for haulage by road. They can be provided with structures which prevent the escape of dust to the surrounding atmosphere and are weather protected. Such structures are economical and are adaptable to special requirements.
Belt conveyors provide a continuous flow of material while avoiding the confusion, delays, and safety hazards of rail and road traffic in steel plants. Paths of travel can be quite flexible, and the length of the routes can be extended repeatedly, as required.
Technology has advanced substantially in the design and application of horizontally curved belt conveyors. As a conveyor’s total length increases, so does the probability that transfer stations are needed for avoiding some obstacle in its straight line path. Horizontal curves eliminate the constraints of the straight line conveyor and reduce the installed and operating cost of the conveyor. Horizontally curved conveyors use conventionally troughed conveyor belts and standard components. The loaded and empty portion of the belt passes through the ‘carry and return runs’ of the horizontal curve in unconstrained equilibrium by super-elevating the idlers. Horizontal curves may also be combined with convex and/or concave vertical curves to fit the conveyor to the most economical profile alignment.
Curved conveyors further enhance the reliability, availability and environmental advantages of the standard belt conveyor by eliminating the infrastructure and dust control requirements at transfer stations.
Characteristics of bulk materials such as density, effective angle of internal friction, lump size and shape, are all factors which dictate the maximum incline angle up which material can be conveyed by a standard belt conveyor without having it roll or slip backwards on the belt. There are maximum incline limits that conventional trough conveyors can safely convey various bulk materials. These maximum angles normally range from 10 degrees to 30 degrees depending on the bulk material being conveyed. Recent developments have increased this incline angle thereby enhancing the flexible path that standard belt conveyors are able to now negotiate. By making the belt cover simply irregular increases the ability of the conveyor belt to carry materials up slightly greater inclines with most of the belt manufacturers being capable of molding patterns 6 mm to 35 mm high into the top cover. The manufacturers of the belts however, for some materials, recommend increase of the maximum incline by five degrees only over a smooth belt cover.
Larger cleats can either be hot or cold bonded, or mechanically fastened onto the belts’ top cover after manufacture. These large cleats allow the conveying angle to increase to around 45 degrees. The conveying capacity drops off rapidly as the angle increases. Cleats are available in various sizes, shapes and configurations with most allowing the belt to run in either a troughed or flat position. Cleated belts are usually restricted to short conveyors where few or no return idlers are needed and either the material does not stick to the surface or where the carryback is acceptable. To improve on the cleat approach, corrugated sidewalls can be added to the transverse cleated belt to form complete rectangular partitions. These sidewalls and a transverse rigid belt carcass allow it to run flat without troughing idlers. The sidewalls also increase the load carrying capacity over the “cleat only” design and allow conveying up to 90 degree inclines.
Belt conveyors can be arranged to follow an infinite number of profiles or paths of travel. Among these are conveyors which are horizontal, inclined, or declined, or, with the inclusion of concave and convex curves, and any combination of these. Also, numerous arrangements are possible for loading to and discharging from the conveyor. The components of a typical belt conveyor are illustrated in Fig 1 and different arrangements for belt conveyor travel paths are shown in Fig 2.
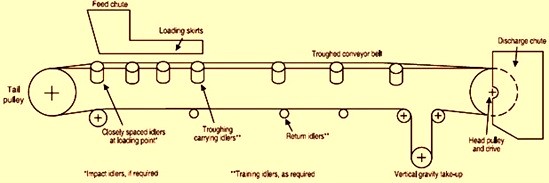
Fig 1 Components of a typical belt conveyor
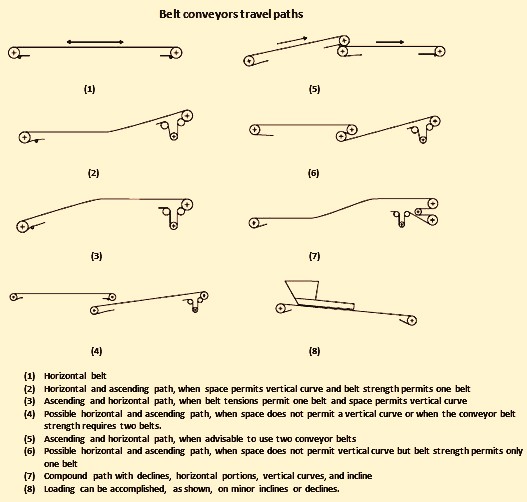
Fig 2 Different arrangements for belt conveyor travel paths
There can be several loading and discharging arrangements possible with belt conveyors. In addition, belt conveyor stackers can be connected to a mainline conveyor to stockpile material several hundred feet on either or both sides into piles of any practical length or a combination stacker-reclaimer can be used to stockpile material or to reclaim and return it to the main belt conveyor.
Belt conveyors can be designed for practically any desired path of travel, limited only by the strength of belt, angle of incline or decline, or available space. Some of the profiles are more desirable than others. For example, transfers between conveyors are to be avoided where ever possible because of the additional wear on the belts at the loading points, dust raised, and possible plugging in the transfer chutes.
A conveyor belt profile that can be used on a single, long, overland conveyor is often with several convex and concave curves. On such conveyors, it is essential that belt tensions be determined along the entire length in order to calculate the radii of the curves and locate the maximum belt tension which can occur at an intermediate point.
Belt conveyors are capable of handling an almost unlimited variety of materials. However, their successful performance depends upon a design that is based on a thorough understanding of the characteristics of the material to be handled and careful consideration of its anticipated behaviour while being carried on the belt, as well as during delivery to and from it. Some of the characteristics which affect basic design of the conveyor belt are size of lumps, bulk density, angle of repose, abrasiveness, moisture content, dustiness, stickiness, temperature, and chemical action etc.
The successful design of a belt conveyor must begin with an accurate appraisal of the characteristics of the material to be transported. The angle of repose of a material is the acute angle which the surface of a normal, freely formed pile makes to the horizontal. The angle of surcharge of a material is the angle to the horizontal which the surface of the material assumes while the material is at rest on a moving conveyor belt. This angle usually is 5 degrees to 15 degrees less than the angle of repose, though in some materials it may be as much as 20 degrees less. The flowability of a material, as measured by its angle of repose and angle of surcharge, determines the cross-section of the material load which can be safely carried on a belt. It also is an index of the safe angle of incline of the belt conveyor. The flowability is determined by different material characteristics such as size and shape of the fine particles and lumps, roughness or smoothness of the surface of the material particles, proportion of fines and lumps present, and moisture content of the material.
In its simplest terms the rated hourly capacity of a belt conveyor is the total weight of the material conveyed in one hour with the belt continuously carrying a uniform cross section of material and traveling at a uniform speed. However, to obtain a desired capacity with successful operation it is important to consider the many factors which influence both belt width and speed.
Width can be determined by the size of lumps, the percentage of lumps to fines, and the angle of repose of the material. Maximum speeds which are acceptable for conveying some materials under certain conditions may not be appropriate for conveying dusty or fragile materials or heavy, sharp-edged ore. Even the cross-sectional area of the load on the belt may vary according to the type of idler used.
It is important to select the best idler design for a specific condition, since idlers greatly influence belt tensions, power requirements, belt life, capacity, and operational success of a conveyor. Use of the right carrying idler and proper spacing can minimize frictional resistance. Some idlers carry larger cross-sectional loads than others for appropriate materials. Others are needed for such purposes as training the belt, cushioning the belt against heavy lumps, and handling extremely abrasive or sticky materials.
Belt tensions not only determine the required strength of the belt, but also influence the design of many other mechanical parts. Furthermore, the power required to drive the conveyor is calculated from the belt tensions. There are several factors which contribute to belt tensions and their relation to power requirements. The main factors are the power needed to overcome frictional resistance and lift the load, acceleration and deceleration, and drive arrangements. Good design of the conveyor belt assures lower belt tension by the proper arrangement of drive pulleys, their lagging, and degrees of belt wrap. Tensions resulting from acceleration can be limited by appropriate electrical controls.
Normally there are two different methods for determining tension and power requirements. The first method is the graphical method which is used to calculate quickly and conveniently the horsepower required for driving a belt conveyor. Belt tensions can be determined based on these calculations of horsepower. This method is suitable for use in designing simple, straight line, horizontal or inclined belt conveyors. The second method is the analytical method which provides calculations of all belt tensions as they occur along the conveyor, thus determining magnitudes at intermediate points. This information is necessary to design convex and concave vertical curves, trippers, and remotely located take ups. It is also used to determine the location of maximum belt tension when there is a multiple change of slope in the belt line. The power required to drive or restrain the conveyor is derived from the tension, which represents the amount of pull at the drive pulley necessary to propel or retard the loaded belt. The analytical method is more accurate than the graphical method, and is normally used for designing belt conveyors which exceed the limits set for the former method.
Selection of the conveyor belt is a most important design consideration, since the belt constitutes a large portion of the initial cost of a belt conveyor. Also, it is subject to the most wear and contributes substantially to the operating costs of a conveyor. Selection of the most suitable belt for the required service involves careful consideration of the construction of the belt in conjunction with the idlers and other mechanical components. There are so many belt constructions. The rubber belt manufacturing industry is making rapid strides in making belts with the use of synthetic fibers and steel-cord carcasses. Belts with these improved constructions are frequently available.
Since conveyor pulleys and shafts form a composite structure in operation, it is accepted engineering practice to consider their design together. There are standard tables and formulas to assist the designer in selecting the most effective pulley and shaft combination. Some belt conveyors are designed with special-purpose pulleys, such as those with rubber lagging for better traction, herringbone-grooved lagging for a relatively ‘non-skid’ grip on a wet belt, and wing or slat pulleys for use in handling sticky materials.
There are two types of vertical curves which may be required in the profile of a belt conveyor, namely, concave and convex. In the concave curve the carrying belt turns upward on a radius whose center is above the belt. If improperly designed, the loaded belt may lift off the idlers and result in excessive spillage. The convex curve turns downward on a radius whose center is beneath the belt. In this case, improper design can mean excessive tensions at the edges of the belt, causing damage to it.
There are several successful approaches which are currently being followed for the steep angle conveying of the bulk materials up and down steep inclines. This capability, combined with the path adaptability of bulk conveyor systems, gives belt conveyors a high degree of versatility in moving bulk materials between loading and unloading points. There are many materials developed which are generally relevant to the steep angle conveying problem. However, allowable material cross sections and lump size restrictions differ from standard belt conveyor practice. In some cases, the method of tension calculations must also be modified.
In addition to the data required to design a basic belt conveyor, there are numerous accessory items of equipment which must be considered in light of their contribution to the economical and successful operation of the conveyor. For example, belt take ups are necessary for maintaining the proper belt tension for drive pulley traction. Cleaning devices can reduce material cleanup problems and eliminate a source of misalignment which might otherwise result in damage to the belt. Other accessory devices are available for protecting the belt and/or performing certain process functions. Such devices include belt covers, magnetic pulleys for removing tramp iron from the material being conveyed, tramp iron detectors, and various methods and devices for weighing and/or sampling the conveyed material accurately and continuously.
Although belt conveyors are generally used to transport and distribute materials, they are also used with auxiliary equipment for performing numerous functions during various stages of processing. A high degree of blending is accomplished as materials are bedded into and reclaimed from stockpiles. Accurate samples of the material conveyed can be obtained by devices which cut through the stream of material as it flows from one conveyor to the next. Magnetic objects can be removed from the material. While being transported on the conveyor, materials can also be weighed accurately and continuously or they can be sorted, picked, or sprayed. In many cases, such operations are not only performed more effectively in connection with belt conveyors but are the only practical means.
The reliability of belt conveyors has been proven over decades. They are operating with the utmost reliability, many serving vital process units whose very success depends on continuous operation, such as handling coal in power plants, conveying of burden material to blast furnace top from stock houses, transporting raw bulk materials in steel plants, and to and from ships in ports, where downtime is very costly. Belt conveyors are operated at the touch of a button, at any time of the day or week. When required, they can and often do operate continuously, shift after shift. They can be housed so that both they and the material being transported are protected from elements that would otherwise impede the movement of dumpers and certain other means of transportation.
Belt conveyors are environmentally more acceptable than other means of transporting bulk materials. They neither pollute the air nor deafen the ears. They operate quietly, often in their own enclosures which, when desirable, can be located above the confusion and safety hazards of surface traffic or in small tunnels thus out of sight and hearing. Furthermore, they do not contaminate the air with dust or hydrocarbons. At transfers, dust can be contained within transfer chutes or collected with suitable equipment, if necessary. Finally, overland belt conveyor systems can be designed to blend into the landscape, resulting in an unscarred, quiet, and pollution-free operation.
Belt conveyors operate with an extremely high degree of safety. Lesser number of personnel are needed for operation and they are exposed to fewer hazards when compared with the other means of transportation. Material is contained on the belt and personnel are not endangered by falling lumps or the malfunction of huge, unwieldy transport vehicles. Also, conveyors offer lesser hazards to careless personnel than is inherent in other means of transporting bulk materials. The conveyor equipment itself can be protected from overload and malfunction by built-in mechanical and electrical safety devices.
The labour hours per ton required to operate belt conveyor systems are usually the least of any method of transporting bulk materials. Like other low labour intensive, highly automated operations, belt conveyors have low operating costs and provide a higher return on investment than competitive methods. Most functions of the system can be monitored from a central control panel or controlled by computer, allowing a minimum number of operating personnel to inspect the equipment and report conditions that may require attention by the maintenance department. The time required for maintenance personnel is also minimal. As regards to maintenance, repairs and replacements of the relatively small parts can be made quickly at the site. Most of the conveyor belts can even be replaced in 8 hours with some belts have conveyed well over 100 million tons before wearing out.
The increasing cost of energy emphasizes the importance of power and its relation to the cost per ton for transporting bulk materials. Because belt conveyors are operated by electric power, they are less affected by the prices, shortages, and other limitations connected with the liquid fuels. They consume power only when they are being used. There is no need for empty return trips or idling in line for the next load. On long systems the declined portion often assists in propelling an inclined or horizontal portion. Some conveyor systems are completely regenerative. The cost of power for belt conveyor systems has always contributed to their extremely low operating costs, and this advantage has increased substantially with the rise in the cost of liquid fuels.
Maintenance costs for belt conveyors are extremely low compared with many other means of transporting bulk materials. Extensive support systems, which are normally associated with road haulage for example, are not required. Component parts are usually housed and have very long life compared with that of road transport vehicles. Usually, conveyor belts need only scheduled inspection and lubrication. Any repairs or replacements can be anticipated and unscheduled downtime avoided. Parts are small and accessible so replacements can be made on the site quickly and with minimal service equipment. Also, adequate inventories of spare parts can be maintained at a low cost and require relatively little storage space.
The economic benefits of low operating costs for labour and energy, as well as some of the other advantages outlined above, have led to a widespread adoption of belt conveyor systems as a means of transporting bulk materials over increasingly long distances. Not only the conveyor belt transportation systems were the best investments at the time they were installed, but the recent dramatic increases in the costs of both labour and liquid fuel have further enhanced their present value.
The design criteria for most of the belt conveyor systems are somewhat conservative and are based on many field trials over a wide range of operating conditions for average size conveyors. Advanced technical design methods are often required for high energy, high tension conveyors having some of the following conditions namely length over 1000 metres, horizontally curved, head and tail driven, high lift or large decline with braking requirements, and undulating geometrics etc. Dynamic analysis and computer modeling is often used in assessing the dynamic action and control of long overland and high lift, high horsepower conveyor systems.

Leave a Comment