Argon gas and its usage in Steel Plant
Argon gas and its usage in Steel Plant
Argon (Ar) gas is present in very small percentage in the atmosphere. Argon is very inert and hence it is referred to as one of the noble gases. It is not known to form true chemical compounds. It makes a good atmosphere for working with air sensitive materials since it is heavier than air and less reactive than nitrogen gas.
Argon gas is the most abundant of the noble gases. It is a non-reactive component of the atmosphere. It constitutes 0.934 % by volume and 1.288 % by mass of the earth’s atmosphere.
Argon was suspected to be present in air by Henry Cavendish in 1785 but was not isolated until 1894 by Lord Rayleigh and Sir Willam Ramsay at University college London in an experiment in which they removed all of the oxygen, carbon dioxide, water and nitrogen from a sample of clean air.
Argon gas is produced by the fractional distillation of liquid air at the cryogenic air separation plants.
It is produced, most commonly, in conjunction with the manufacture of high purity oxygen using cryogenic distillation of air. Since the boiling point of argon is very close to that of oxygen (a difference of only 2.9 deg C) separating pure argon from oxygen (while also achieving high recovery of both products) requires many stages of distillation.
For many decades, the most common argon recovery and purification process used several steps namely (i) taking of a side-draw stream from the primary air separation distillation system at a point in the low-pressure column where the concentration of argon is highest, (ii) processing the feed in a crude argon column which returns the nitrogen to the low pressure column and produces a crude argon product, (iii) warming the crude argon and reacting the (typically about 2 %) oxygen impurity in the stream with a controlled amount of hydrogen to form water, (iv) removing the water vapour by condensation and adsorption, (v) re-cooling the gas to cryogenic temperature, and (vi) removing the remaining non-argon components (small amounts of nitrogen and unconsumed hydrogen) through further distillation in a pure argon distillation column.
With the development of packed column technology, which allows cryogenic distillations to be performed with low pressure drop, most new plants now utilize an all cryogenic distillation process for argon recovery and purification.
Argon can also be produced by the following process.
Under the proper conditions, a fraction containing roughly 60 % noble gases (argon, krypton, and xenon), 30 % oxygen, and 10 % nitrogen is separated from liquid air. Oxygen is removed from the mixture by passing it over hot copper. Oxygen reacts with hot copper to form copper oxide (CuO). The remaining gas is a mixture of noble gases and nitrogen. Nitrogen is removed from the mixture by passing the mixture over hot magnesium, which reacts with nitrogen to form magnesium nitride (Mg3N2). The remaining gas is a mixture of argon, krypton, and xenon. Because these elements are chemically very unreactive, chemical means cannot be used to separate them. They are separated by adsorbing the liquid mixture onto activated charcoal at very low temperature. As the activated charcoal is warmed slowly, each gas desorbs individually in a particular temperature range. When the temperature is raised to -80 deg C, the gas that escapes is nearly pure argon.
Gaseous argon is called in short as GAR while the liquid argon is called in short as LAR.
Liquid argon is a cryogenic liquid. Cryogenic liquids are liquefied gases that have a normal boiling point below – 150 deg C. Liquid argon has a boiling point of -185.9 deg C. Because the temperature difference between the product and the surrounding environment is substantial, it is necessary to keep the liquid argon insulated from the surrounding heat.
Argon is often stored as a liquid, although it is used primarily as a gas. Liquid storage is less bulky and less costly than the equivalent capacity of high-pressure gaseous storage. A typical liquid storage system consists of a cryogenic storage tank, one or more vaporizers and a pressure control system. The cryogenic tank is constructed, in principle, like a vacuum flask. There is an inner vessel surrounded by an outer vessel. Between the vessels is an annular space that contains an insulating medium from which all the air has been removed. This space keeps heat away from the liquid argon held in the inner vessel. Vapourizers convert the liquid argon into a gaseous state. A pressure control manifold then controls the gas pressure that is fed to the process or application. Vessels used in liquid argon service are to be designed for the pressure and temperatures involved. Piping design is to follow the norms meant for such piping.
Uses of argon
Argon is generally liquefied so that it can be more effectively transported and stored in large volumes. However, most applications use argon after it is vaporized to the gaseous form. Argon is valued for its inertness. It is used to shield potentially reactive materials from contact with oxygen. Argon is used at several places in a steel plant. The major usage of argon in the steel plant is given below.
- Argon is used for tuyere shrouding in a Q-BOP and also used for bottom stirring of the bath in the combined blowing process thus increasing mixing and reducing heat times.
- Argon is injected to stir the bath, shroud the tuyere and help facilitate the refining steps and alloy recovery in the AOD (argon oxygen decarburization) process.
- In argon rinsing station, argon is used for the homogenization of liquid steel in the ladle.
- In ladle metallurgy, argon is injected to stir the metal and help facilitate the refining steps. In some cases, argon may also be used as a carrier gas for additions.
- In the vacuum degassing process, argon is injected into the uplifting snorkel to facilitate metal circulation and degassing.
- In the continuous casting process, argon is used for stream shrouding and tundish inerting, resulting in greater yields and casting quality.
- In induction furnace, argon, an inert gas, can provide an excellent barrier to oxidation of the melt surface.
- Used as shielding gas either in pure form or as a part of various mixtures for MIG and TIG welding processes and for plasma-cutting.
- Argon has many protective applications in iron, steel and heat treatment industries, particularly in the case of metals susceptible to nitriding when treated with a nitrogen-based atmosphere.
- Less common applications of argon include fire extinguishing, spectroscopy, spectrometry in laboratories.
Fig 1 shows some uses of argon gas in steel industry.
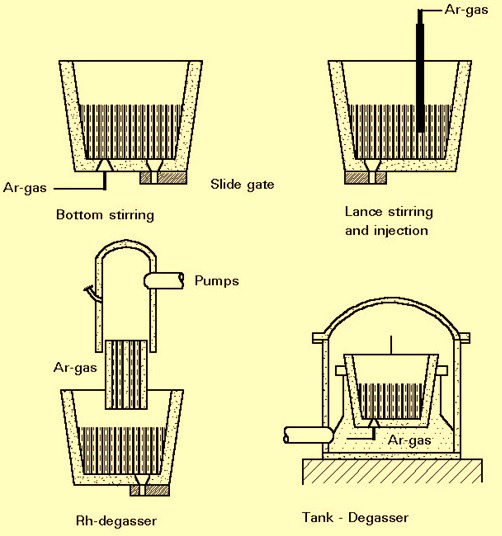
Fig 1 Some uses of argon gas in steel industry
Properties of argon
The CAS number of argon is 7440-37-1 while the UN number for gas is UN1006 and for liquid argon is UN1951.
Argon is an element with the chemical symbol Ar and atomic number 18. Under standard temperature and pressure conditions, argon is a colourless, odourless, and tasteless gas. Argon is a mono atomic gas exhibiting a lilac/violet glow when placed in a high voltage electric field. Its atomic mass is 39.948. The melting point and boiling point of argon is -189.3 deg C and -185.8 deg C respectively. Its density is 1.784 kg/cum at standard temperature and pressure (0 deg C and 1.033 kg/sq cm). The density of liquid argon at atmospheric pressure and boiling point is 1.3954 kg/cum. It is heavier than air and its vapour density is 1.379 (air=1). Specific volume of argon is 0.6043 cum/kg at 21 deg C. Liquid to gas expansion ratio of argon is 1 to 845 at 20 deg C. Because of high expansion ratio, argon gas has got high expanding properties.
The critical temperature and critical pressure of argon are – 122.5 deg C and 49.6 kg/sq cm respectively.
Argon is a non-reactive, nonflammable and noble gas. It is very stable and extremely resistant to bonding with other elements. It is inert to all materials at all temperatures and pressures. Although argon is a noble gas, it has been found to have the capability of forming some compounds.
Argon neither supports combustion nor is life-supporting. Argon gas being heavier than air will collect in low-lying areas, ducts and drains.
Argon condenses at its boiling point to a colourless, tasteless, odourless, noncorrosive, nonflammable, and extremely cold liquid. Liquid argon is heavier than water. It is slightly soluble in water and its solubility in water at 1 atmosphere pressure and 0 deg C is 0.056 volume by volume which is around 61 mg/litre.
Safety aspects related with the use of nitrogen
Being odourless, colorless, tasteless, and non-irritating, argon has no warning properties. Humans possess no senses that can detect the presence of argon. Argon is nontoxic and largely inert.
Since argon gas is heavier than air it may accumulate in confined spaces, particularly at or below ground level. Persons are to be evacuated to safe areas. Self-contained breathing apparatus (SCBA) is to be used when entering area unless atmosphere is proved to be safe. Oxygen level is to be monitored and area is to be ventilated. The gas is not to be discharged into any place where its accumulation could be dangerous
Argon gas is a simple asphyxiant. Nontoxic, but may cause suffocation by displacing the oxygen in the air. Exposure to oxygen-deficient atmosphere (below 19.5 %) may cause dizziness, drowsiness, nausea, vomiting, excess salivation, diminished mental alertness, loss of consciousness and death. Exposure to atmospheres containing 8 % to 10 % or less oxygen will bring about unconsciousness without warning and so quickly that the individuals cannot help or protect themselves. Lack of sufficient oxygen may cause serious injury or death.
Persons suffering from lack of oxygen should be removed to fresh air. If victim is not breathing, artificial respiration is to be given. If breathing is difficult then oxygen is to be given. Also prompt medical attention need to be given.
Personnel, including rescue workers, must not enter areas where the oxygen concentration is below 19.5 %, unless provided with a SCBA or air-line respirator.
Extensive tissue damage or cryogenic burns can result from exposure to liquid argon or cold argon vapours.
Because of the large expansion ratio of liquid to gas, it is very important to provide adequate ventilation in areas using liquid argon. A minimum of six air changes per hour are suggested in these areas. Close monitoring for areas is to be done where oxygen displacement may occur.
Oxygen detector is to be used in the area where argon concentration is expected. Systems under pressure are to be regularly checked for leakages. Work permit system is to be used in the area for carrying out any work.
Argon cylinders are to be used only in the ventilated area. They are to be handled carefully and not to be lifted by their valve protection cap. They are to be protected from physical damage and are not to be dragged, rolled, slided, or dropped. A purpose built trolley is to be used to move them. The cylinders are to be kept chained or clamped to prevent them from falling over. They are to be stored upright, with valve protection cap in place, and firmly secured to prevent falling or being knocked over in a well-ventilated storage area or compound. Argon cylinder temperatures are not to exceed 52 deg C.
Upon exposure to intense heat or flame, cylinder will vent rapidly and or rupture violently. It is necessary to move away from container and cool with water from a protected position. Containers and surroundings are to be cooled with water spray.
Argon is nonflammable. An argon cylinder may vent rapidly or rupture violently from pressure when involved in a fire situation. Extinguishing agent suitable for the surrounding fire is to be used in case of a fire. Although most cylinders and containers are designed to vent contents when exposed to elevated temperatures, it is to be noted that pressure in a container can build up due to heat and it may rupture if a pressure relief device should fail to function. Firefighters should wear respiratory protection (SCBA) and full turnout or bunker gear. Fire-exposed containers are continued to be cooled until well after flames are extinguished. Endangered containers are cooled with water spray jet from a protected position. Water used in emergency cases must be prevented from entering sewers and drainage systems. Flow of argon is to be stopped if safe to do so.

Leave a Comment