Lime and Calcined Dolomite for Use in Steel Plant
Lime and Calcined Dolomite for Use in Steel Plant
Lime is a versatile compound. Various forms of lime are used in environmental, metallurgical, construction, and chemical/industrial applications etc. The largest single use of lime is in steel manufacturing, where it serves as a flux for removing impurities (silica, phosphorus, and sulphur) during refining of steel. The fastest growing use of lime is in environmental applications, where lime is used for treatment of flue gases, wastewater, solid waste, and drinking water.
Lime is a white crystalline solid with a melting point of 2572 deg C. It is a basic oxide and is used to react with the acidic oxides (e.g. silica) in various smelting operations. With water it makes milk of lime used for neutralizing acidic waste water. It is also being known as quick lime, lime flux, unslaked lime, and fluxing lime. Lime having some percentage of MgO (usually 2 % to 4 %) is also known as dolomitic lime. Lime is a hygroscopic material and absorbs moisture from the air. With the absorption of moisture it loses its reactivity and gets hydrated.
Lime is calcium oxide (CaO) produced on heating (calcination) of limestone (CaCO3) to a temperature of 900 deg C and above (usually 1100 deg C).
CaCO3(s) + heat = CaO(s) +CO2(g)
This reaction is reversible. Calcium oxide reacts with carbon dioxide to form calcium carbonate. The reaction is driven to the right by flushing of carbon dioxide from the mixture as it is released.
Hydrated lime [Ca(OH)2] is formed by reaction of lime with water (slaking).
CaO + H2O = Ca(OH)2 + heat
Hydrated lime is also known as slaked lime. It is in the form of a dry white powder. Hydrated lime is an alkali and used for neutralizing acidic solutions.
In normal course lime gets first hydrated and then gets converted into calcium carbonate by the action of CO2. The complete process of calcination and conversion back to calcium carbonate is known as lime cycle. The normal lime cycle is shown in Fig 1.
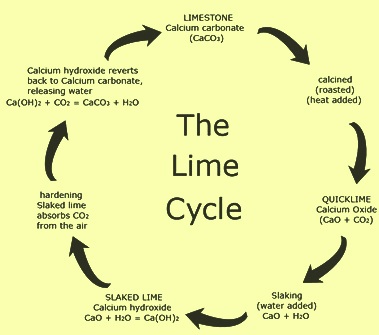
Fig 1 Lime cycle
Calcined dolomite (CaO.MgO) is produced on heating of dolomite (CaCO3.MgCO3).
CaCO3.MgCO3 +heat = CaO.MgO + 2CO2
Calcined dolomite is also known as dolime or doloma. When dolomite is heated at a high temperature then it loses its reactivity and the product is known as burnt dolomite. Burnt dolomite is a refractory material and is used in the manufacture of basic refractories.
Various uses of lime and dolomitic lime in the steel plant include its use in the production of basic sinter, as a desulphurizing agent, as a slag forming material to remove impurities in basic oxygen furnace (BOF) and in electric arc furnace (EAF), in secondary steel making, neutralizing of waste acid liquors, and in the treatment of water. A growing use of lime is in the treatment of stack (flue) gases. Lime absorbs and neutralizes sulphur oxides of these gases.
In sinter plant finely divided lime/dolomitic lime is usually added to the sinter mix to assist in the binding of the material and to improve sinter machine productivity while assisting in the production of stronger sinter.
Both high calcium and dolomitic lime enjoys its most extensive use as a flux in refining of the steel in BOF and EAF. Lime is particularly effective in removing phosphorus, sulphur, and silica, and, to a lesser extent, manganese. Lime also has important uses in secondary refining of steel and in the manufacture of steel products.
Lime is typically added in the steelmaking furnace after the start of the oxygen blow where it reacts with impurities (primarily silica and phosphorus) to form a liquid slag which is later removed. The lime consumption per ton of crude steel averages around 65 kg. Although, during steel making lime with high calcium and low silica content is used as a fluxing material, the substitution of a part of lime with dolomitic lime helps in extending the refractory lining life of the steel making furnace.
In case of the secondary steel making processes such as ladle furnace and vacuum degassing etc., lime is used to perform key functions, such as fine tuning of steel chemistry, lowering of the oxygen content, reduction in the inclusions trapped by the slag, the adjustment of steel temperature, removal of additional impurities, and the prevention of reabsorption of impurities from slags. In addition, lime may be used with other materials, such as fluorspar or alumina, to form a synthetic slag, which is used as a flux to remove additional sulphur and phosphorus after the primary steel making process. In the stainless steel making process lime is used in the AOD (argon oxygen decarburization ) process.
High calcium and dolomitic lime used in BOF and EAF as well as in secondary refining must meet exacting physical and chemical properties. Typical specification of lime used in steel making is given in Tab 1. The SiO2 content of this lime must be as low as feasible. Normally less than 2 % is preferred. Usually it is in the range of 2 % to 4 %. In case of dolomitic lime part of CaO gets replaced by MgO.
| Tab 1 Typical specification | ||
| Item | Unit | Value |
| CaO | % | 90 min |
| S | % | 0.025 min |
| P | % | 0.03 min |
| Size | mm | 10 -40 mm |
| less than 5 mm | % | 10 min |
| More than 40 mm | % | 5 max |
Hydrated lime (either dry or as a slurry) has a number of miscellaneous applications in iron and steel plants and downstream industries. It is commonly used in pig casting machines where a lime whitewash coating is given on the on the moulds to prevent sticking. Hydrated lime is used to neutralize the sulphuric acid based waste pickle liquor in which iron salts are also precipitated. After pickling, steel products are often given a lime bath to neutralize the last traces of the pickling acid adhering to the steel. Hydrated lime is often used to provide temporary corrosion protection in the form of a whitewash coating on steel products and to neutralize acid in coke by-product plants. It is used in wire drawing units where it acts as a lubricant as the steel rods or wires are drawn through dies.
Lime plays an important role in many of the applications related to the air pollution control Lime is used to remove acidic gases, particularly sulphur dioxide (SO2) and hydrogen chloride (HCl), from flue gases. Lime based technology is also being evaluated for the removal of mercury (Hg). Lime is more reactive than limestone, and requires less capital equipment. SO2 removal efficiencies using lime scrubbers are in the range of 95 % to 99 % in many power plants. HCl removal efficiencies using lime also range from 95 % to 99 %. There are two main methods for cleaning flue gases from coal combustion at coal based power plants. They are dry scrubbing and wet scrubbing. Lime is used in both the processes. Dry scrubbing is also used for HCl control.
Highly acidic drainage (known as acid mine drainage) from iron ore mines is frequently neutralized with lime. Further clarification of the discharged water is achieved by using lime to precipitate iron contained in this pyritic leachate. Coal washing plants also use lime to neutralize the acidic waste or process water to reduce corrosion on steel equipment and to recover the water for reuse.
The quality of lime is dependent on the calcination method, the fuel used for calcination, type of limestone, and weather conditions. Hard burnt lime during calcination results into loss of reactivity in lime. Lime quality deteriorates if left exposed to the air. it is a hazardous material to handle. Lime quality is usually determined by the percentage of available lime which is the actual chemical lime. Pure lime will have 100 % available CaO. Pure lime is normally not available.
Lime reactivity
Reactivity of lime is its activity for hydration and is the relative capacity of lime to reciprocate chemical change with water. Reactivity is a function of purity, particle size and other factors such as particle porosity. The slaking rate is a measurement of the time for the slaking process to reach completion. The reaction is considered complete when the temperature of a given sample reaches a maximum. As reactivity increases, the slaking rate, ultimate temperature rise, and surface area of hydrated lime increases also.
Lime calcined at 1100 deg C shows normally the highest reactivity when compared with the lime calcined at lower or higher temperatures. A large number of pores exists on the surface when the lime has high reactivity and when the lime is very porous. The loss of the reactivity when the calcining at higher temperature, is due to the grain growth and densification of lime structure. A lot of pores, which are created due to thermal decomposition of limestone gets closed. There are less pores on the surface of lime calcined at lower temperatures because of incomplete and partial thermal decomposition of limestone.
Besides temperature, time of calcination also plays an important role in the reactivity of the lime. The calcination time is critical during the calcination process. It is desirable that the calcination time should be as short as possible. However, enough time must be allowed for heat to transfer to the inside of CaCO3 particles and for carbon dioxide gas to be exhausted from the inside of particles. When calcination is carried out either at lower temperature then longer time duration is needed for complete calcination and when calcination is carried out at higher temperature then calcination is completed in short duration time.
The reactivity of lime is dependent on the homogeneity of lime, the degree of thermal decomposition of limestone, the specific surface area lime.
Leave a Comment