Blast Furnace Gas Top Pressure Recovery Turbine
Blast Furnace Gas Top Pressure Recovery Turbine
Modern blast furnaces in steel plants operate at a high top gas pressure. The blast furnace (BF) gas leaving the BF at the top still maintain a pressure of around 1.6 kg/sq cm (g) to 3 kg/sq cm (g) and has a temperature of around 200 deg C. This BF gas which is coming out at the top of a BF is cleaned to remove dust and the cleaned gas is used in the steel plant as a fuel for heating purpose at a relatively low pressure. In the process, a large amount of pressure energy is lost across the valve. BF gas top pressure recovery turbine (TRT) is a mechanism that utilizes the BF gas heat and pressure energy to drive a turbine. The work generated by the turbine is transferred to a generator and converted to electric power. TRT generates power by exploiting a known property of all gases which is the expansion of gas volume with the reduction of its pressure. The system comprises dust collecting equipment, a gas turbine, and a generator.
TRT is basically an energy saving measure at the BF which utilizes the waste pressure energy of the BF top gas to generate electric power. A TRT unit can produce around 15 to 60 kWh/t of hot metal (HM). Its output can meet around 30 % of the power needed by the all equipment (including the air blower) of the BF. The BF gas leaving the TRT unit can still be used as fuel in the steel plant.
During iron making process, BF gas with high pressure and temperature is produced in blast furnace. In conventional practice, the energy of BF gas is wastage by pressure reduction at septum valve. Equipping TRT unit is the best way to recover the pressure and thermal energies of BF gas. TRT unit is normally installed in the downstream of gas cleaning equipment for a blast furnace. Normally it is economical to equip with TRT the blast furnaces with capacities greater than 1,000 cum.
TRT system is a power generation system, which converts the physical energy of high pressure BF top gas into electricity by using an expansion turbine. Although the pressure difference is low, the large gas volumes make the recovery economically feasible. The key technology of TRT is to secure the stable and high efficiency operation of the expansion turbine in dusty blast furnace condition, without hampering the BF operation.
There are several key parameters for a TRT unit which determines the performance of the TRT and the power output from it. These key parameters are given below.
- Volume of BF top gas
- Pressure of BF gas at the blast furnace top
- Pressure drop across the gas cleaning plant (GCP)
- Temperature of BF gas after the GCP
- Pressure of BF gas at the outlet of the TRT
- Quality of the BF gas at the blast furnace top
- Efficiency of TRT
- Efficiency of the generator coupled with the TRT
The top gas from blast furnace typically contains about 5 g/N cum dust and is to be passed through a gas cleaning plant (GCP) to reduce the quantity of dust to below 5 mg/N cum. The reduction in the dust content is necessary for proper operation of TRT.
BF top gas systems with TRT units are categorized as wet and dry systems of gas cleaning, depending on the method they use to remove the dust particles. Dry systems use less water and electricity. They have less pressure drop and the gas temperature is higher by around 50 deg C compared with the wet type system. With dry type gas cleaning, TRT system can typically produce 30 % more power with a possibility of generating up to 60 % more power. Dry systems are therefore regarded to have more favorable economics.
There are two types of turbines: radial and axial turbines. Currently, axial turbines are widely used in TRT because they are more appropriate for dealing with a large flow volume. TRT is usually a multistage variable type expansion turbine with axial flow reaction design and are normally provided with horizontal split casing and a governor speed of 3,000 rpm. TRT normally adopt brushless excitation synchronous power generator. The generator is usually designed suitably to operate under all loading conditions imposed by the turbine to which it will be connected. The TRT generator usually generates at 6.6 kV and then stepped up to 33 kV through 6.6kV/33 kV step up transformer
The stability of top pressure is of key importance. The small fluctuation of top pressure is advantageous to the operation of BF. The top pressure is controlled by opening or closing the 1st stage stator blades of the turbine in accordance with the increase or decrease of the BF gas volume. With a conventional turbine, a governor valve was also used in combination for controlling the top pressure. A governor valve, however, induces a larger pressure loss in comparison with stator blades and thus was disadvantageous in view of power recovery and noise prevention. Hence, in the system widely used now, the governor valve is eliminated and the top pressure is controlled only by the 1st stage stator blades.
The typical schematic flow diagram for wet and dry TRT systems is shown in Fig. 1.
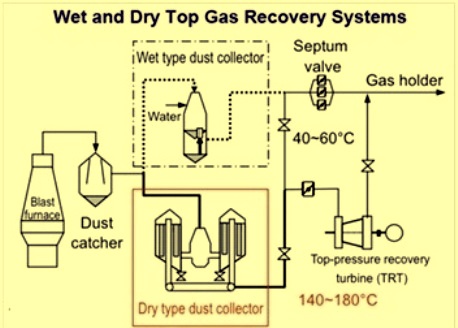
Fig 1 Typical schematic flow diagram for wet and dry TRT system
After dust is collected by gas cleaning equipment, clean BF gas is led to the turbine through an inlet butterfly valve and an inlet goggle valve. Normally closed bypass valves and open emergency shutoff valve are used for emergency case.
In the TRT the mechanical work generated by the turbine is transferred to a generator for electric power. BFG with low pressure and temperature enters into gas line through the outlet goggle valve.
The operation of TRT can be divided into two phases namely (i) start up phase and (ii) normal running phase. In the start up phase, all preparations such as hydraulic sub system must be checked. Then a signal for starting TRT is sent to BF operator. If BF operator agrees the request, the inlet butterfly valve and emergency shutoff valve will be opened. The speed of turbine is controlled by the inlet butterfly valve and top gas pressure is controlled by the septum valves. Until the turbine reaches the required rotating speed, the septum valves are closed slowly. Then the start up phase turns into the normal running phase. In the normal running phase, top gas pressure is fully regulated by the 1st stage stator blades of the turbine. The top pressure is controlled by opening or closing the 1st stage stator blades of the turbine.
Under circumstances wherein the desired top gas pressure and the top gas volume is not be available, the gases can bypass the TRT. Enclosed type high pressure goggle valve, provided in the circuit, ensures uninterrupted operation of the blast furnace under circumstances of complete isolation of the TRT (e.g. during the maintenance phase).
The TRT system can be synchronized with the steel plant’s power distribution system. TRT plant has usually the same availability as the blast furnace which is 350 days of annual operation. The auxiliary consumption of the TRT power plant is very low.
TRT is a proven technology and there is very little risk in its installation or operation. If the TRT system fails for any reason, the expanding gas is accommodated in the existing scrubber. This is normal in blast furnaces which do not have a TRT system installed.
There is no influence on the operation of the blast furnace and the BF gas is not consumed. As BF gas is very combustible, it is normally utilized in other parts of the plant to generate heat or energy for other processes. With the TRT system installed, the BF gas effectively generates energy twice – once in the turbine and again when it is burnt for its usual purpose.
TRT is a cleaner and energy efficient technology since it enables utilization of pressure energy in process waste gas stream. TRT is used for energy conservation and to reduce emission of green house gases. While the economic benefits of installing TRT are considerable, the environmental advantages are also an important consideration. TRT is very sustainable as there are zero emissions from the process of producing electricity using this technology. The process is 100 % green.
In short TRT has the following features.
- It is an energy saving technology used in a blast furnace of a steel plant
- It is a power generating equipment furnished with a function to control the top pressure of a blast furnace.
- Power is generated by driving a turbine using blast furnace gas generated in a blast furnace.
- No fuel is needed for power generation.
- Since no fuel is burned hence there is no generation of CO2 or other greenhouse gases.
- TRT system contributes to CO2 reduction in accordance with the power generation volume.
- TRT system generates less noise in comparison with a conventional septum valve, contributing to the improvement of the environment around a blast furnace
- No sophisticated technology is needed for operation and maintenance of TRT system and hence can easily be performed by BF operation and maintenance personnel.
- Only small amounts of water, nitrogen, etc. are required for operation, which can easily be covered by existing equipment for a blast furnace.

Leave a Comment