Water Management in a Steel Plant
Water Management in a Steel Plant
Water is used in every shop of a steel plant and practically all the functions of water are utilized in the steel plant. Water is used in steel plant for process and heat transfer purposes; whereas water losses in the process are unavoidable (evaporation, drift), there is margin for further improving water use for the sake of the environment, energy efficiency, improvement of operations and for economic reasons.
Use of water in a steel plant varied widely and is dependent on the availability of water, technologies employed, age and condition of the plants and equipment, kinds of the processes, and the plant operating procedures. Recycling of water also varies in a wide range in integrated steel plants. Availability of water is one of the major factors in determining the rate of recycling. Water consumption in steel plant is mainly by evaporation, by spray from cooling towers, or by incorporation into a product.
Various terms used in steel industry for water are as follows.
- Process water – It is the water that comes into contact with an end product or with materials incorporated into an end product.
- Cooling water – It is the water used exclusively for cooling purpose.
- Boiler feed water – It is the water introduced into boilers for conversion to steam
- Sanitary and service water – It is the water used for drinking, showers, general cleaning, and flushing of wastes.
- Intake water – It is the water which is pumped to the steel plant from water source.
- Make up water – It is the water added to the water system to compensate for the water losses.
- Recycle water – It is the water which is reused in a closed loop inside a water system often after water treatment.
- Effluent water – It is the water which is discharged from a water system.
- Consumptive used – It is the water lost by evaporation or by incorporation into a product.
- Gross water used – It is the water which is equal to the makeup water plus water recycled within the system.
- Water for other uses – It is the water used for dust control, shop floor washing, gardening etc.
Most of the water used in the steel plant is used for cooling, to protect equipment and to improve the working conditions of the employees. A smaller, but still considerable, amount of water is used as process water for beneficiation of iron ore, cleaning of raw gases (coke oven gas, blast furnace gas, and BOF gas), quenching of coke and slag, and descaling of steel etc. Process water is also used as part of chemical treatments, such as solvent in acidic pickling, matrix for generation of emulsions for rolling, cleaning, degreasing or rinsing steel sheet surface, etc. Process water is also used for electrochemical treatments, such as electro-galvanizing or tin plating. A small amount of water is used for boiler feed water and for sanitary and service water. Water used for dust control is classed as other use.
Different steel plants use quantities of water that differs widely. This wide difference depends on access to water, mostly determined by geographical location, and by local regulations. A global survey of steel plants showed that the spread of figures ranged from 1 to over 148 cum/ton of crude steel for water input and from <<1 to 145 cum/ton of crude steel for water discharge. The requirement of makeup water depends on the water treatment and recirculation facilities in the plant and usually is in the range of 2 to 4 cum per ton of crude steel.
There are various aspects of water management that are important for the steel sector. These aspects are given below.
- Water as a medium for heat transfer and thus is related to energy efficiency
- Water sourcing, in terms of quality and quantity
- Water treatment and recycling, circulatory systems
- Water balance and water flow diagrams
- Water-related costs
- Water quality level depends on the process where it is used
- Development in the water treatment technologies
- Trends for effluent water (biological oxygen demand, chemical oxygen demand, and suspended solids etc.) are evolving towards more demanding standards
- Water softening needs to be optimized on a process by process basis
- Water usage can generate specific health and safety problems as well as environmental problems
- Water is a major component of sludges and brines, which raise specific treatment issues, as land filling them without treatment is less and less of an option, even on a temporary basis.
In spite of the tremendous importance of water for the steel plants, the way water is used is not standardized as are the production processes in the steel plants. There is no ‘one size fits all’ strategy or technology to use water in each particular context. Of course, every individual steel plant has a much deeper knowledge of its own water uses and usually reports them to the regulatory agency to demonstrate compliance with regulations and with the permit to operate of the plant
The technologies for water treatment are being continuously evolving and also the targets set by environmental standards are continuously being tightened. Probably this trend is expected to continue in the future.
The strategy for cleaning water in some steel plants often consists in mixing waste water from different sources, which might be less efficient in terms of the quality of the water discharge and of treatment cost than a specific, more focused, case by case treatment might have been.
The technology offer on the water industry side comprises a wide variety of technologies for pre- and post-treatment of water i.e. chemistry (organic, inorganic, biochemistry), physics (membranes, etc.), biology, electrolysis, high temperature processes, etc. Although none of these techniques are new, they have been progressing regularly. These technologies can be applied fruitfully in steel plants to accommodate environmentally based regulations and to cut on water cost.
A good effort and co operation is necessary between the steel plants and water industries to develop innovation partnerships in order to continuously maintain an effective water management in the steel plants at the highest level. There are six issues which are considered critical for both steel plants and water industries. These issues are described below.
- Development of process flow diagram for the steel plant – A process flow diagram is a schematic drawing of a process showing the equipment, the inlet and outlet streams to and from the equipment and the main process controls. The streams are numbered and the volumetric and mass flows and the physical and chemical properties are indicated for each stream. Disposal streams are also shown as they relate to the water treatment plants. For each stream the direction of the flow is indicated and the information is provided is (i) flow rate under operating conditions in kg/h, (ii) flow rate under operating conditions in com/h, (iii) operating temperature in deg C, (iv) operating pressure in bar (absolute), density under operating conditions in kg/cum, (v) dynamic viscosity in mPa.s, and (vi) concentration of pollutants in mg/l. The point for the development of the process flow diagram is to establish element, mass and energy mass balance that describes the operation of the water network in the integrated steel plant, going down to the level of each process and of the relationships between different shops. This should also include procedures for measuring all the critical parameters that define the complete water system. With the measurement of critical parameters it becomes easier to exercise control at those places where they are needed. A typical preliminary water flow diagram is shown in Fig 1.
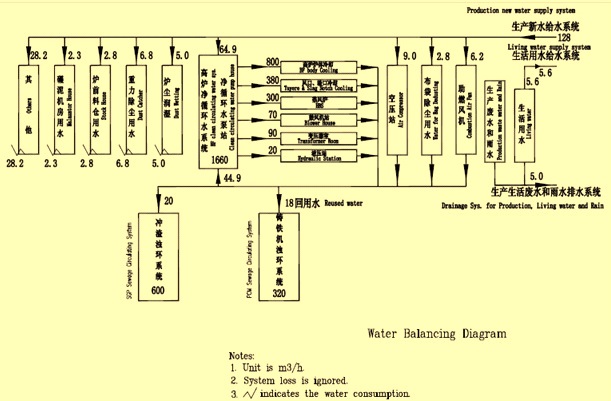
Fig 1 Typical preliminary water flow diagram
- Selection of current water treatment technologies – Both steel plant management and water industry must consider the application of intelligent manufacturing and process integration approaches to the design of water systems for the steel plant, with a special focus on the refurbishing of existing facilities for achieving improved water management.
- New technology concepts for using water as an energy-transfer medium, while minimizing energy destruction – Water is being used extensively to cool processes where temperature sometimes reach as high 2000 deg C in order to manage both their smooth, reliable and rapid, high-volume operation and to preserve the integrity of the equipment. The cooling technologies used today represent some of the most sophisticated ones offered by modern engineering. However, the downside is the generation of low temperature water or low pressure steam, the energy of which is much lower than that of the hot sources. For better water management, steel plant and water industry must look for breakthrough concepts to carry out the same demanding functions with the extra constraint of preserving energy and thus of recovering higher quality energy for other uses.
- Product and resource recovery from waste waters, brines and sludges- Water bearing residues in the steel plant originate from many process shops and are to be properly treated in terms of safety and water quality, ready for discharge, while some mostly solid residues are left with higher concentration of ancillary elements resulting from processes. In a context where reuse and recycling is pushed by regulation as a general principle for resource savings, revisiting present practices in the light of new regulations and of the continuous emergence of new treatment technologies is a logical step for continuous aligning plant practice with societal objectives. Of course, some streams may exhibit such low concentrations, treatment of which may not make an economic sense at present, but new concepts are bound to emerge.
- Simultaneous optimization of energy and water flows – Pinch analysis is in principle a powerful tool for optimizing either water or energy flows, although their application to a steel plant is still in a nascent stage. Optimizing both flows at the same time and extending the concept further to other environmental flows (impacts) constitutes a fairly new multi-criteria optimization principle that would need a developmental effort for any steel plant.
- Use waste heat as a driving force for separation technology – The proposed approach here is to look for positive synergies between waste and water treatment, for example by using unrecovered high temperature heat to dry sludge. At present it is in very primitive stage and an innovational approach would stem from tackling the two issues at the same time.

Leave a Comment