Understanding Coke Making in Byproduct Coke Oven Battery
Understanding Coke Making in Byproduct Coke Oven Battery
Coke is one of the basic materials used in blast furnaces for the conversion of iron ore into hot metal (liquid iron), most of which is subsequently processed into steel. The major portion of coke produced is used for the production of hot metal. Coke is also used by a number of other industries, namely iron foundries, nonferrous smelters, and chemical plants. It is also used in steel making as a carburizing material.
Coke and coke by-products, including coke oven gas, are produced by the pyrolysis (heating in the absence of air) of suitable grades of coal. The process also includes the processing of coke oven gas to remove tar, ammonia (usually recovered as ammonium sulphate), phenol, naphthalene, light oil, and sulphl, and sulfs under links n of coal) period.e doorg nitrogen gas is used for the production of steam and then power.ur before the gas is used as fuel for heating the ovens.
The coke making industry consists of two sectors, integrated plants and merchant plants. Integrated plants are owned by or affiliated with iron-and steel producing plants who produce blast furnace coke primarily for consumption in their own blast furnaces. Independent merchant plants produce furnace and/or foundry coke for sale in the open market. These plants sell most of their products to other plants engaged in blast furnace, foundry, and nonferrous smelting operations.
A good quality coke is generally made from carbonization of good quality coking coal. Coking coals are defined as those coals that on carbonization pass through softening, swelling, and re-solidification to coke. One important consideration in selecting a coal blend is that it should not exert a high coke oven wall pressure and should contract sufficiently to allow the coke to be pushed from the oven. (Refer articles under links http://www.ispatguru.com/coking-coals/, and http://www.ispatguru.com/coal/.
Coke is a solid carbonaceous material produced by destructive distillation (also known as carbonization) of low ash and preferably low-sulphur bituminous coal. Coal is distilled in ovens at controlled temperature of about 1100 -1200 deg C and coke is produced as a combustible residue consisting of residual ash and fixed carbon and in the process, the impurities present in coal, such as volatile matters (tars, oil and grease, etc), are driven off. It is considered that a level of about 25 % of volatile matter (VM) in the coal is good for coking purposes. The process of distillation at controlled temperature does not allow burning of carbon present in coal. Refer article under link http://www.ispatguru.com/carbonization-of-coal-for-metallurgical-coke-production/.
Coke derived from coal is generally grey, hard and porous. Coke, also known as low ash metallurgical coke (LAMC), is used in blast furnace for the production of iron. Coke acts both as reducing agent as well as a source of fuel to provide the heat for the process. Coke is also used in the ferro alloy, graphite and carbon black industries. Refer article under link http://www.ispatguru.com/metallurgical-coke/.
The coking properties of coal is critical to coke making. Coking properties are essential and unique properties of coal used for coking. As a coking coal is heated, it passes through a region where it becomes very plastic, softens, swells and then re solidifies. The re-solidified residue is a cellular coke mass. Non coking coals, on distillation, do not form any coke but simply form a non coherent or weakly coherent char.
The properties of coke and coke oven pushing performance are influenced by several coal quality and battery operating variables which include (i) rank of coal, (ii) petrographic, chemical and rheological characteristics of coal, (iii) particle size, (iv) moisture content, (v) bulk density, (vi) weathering of coal, (vii) coking temperature and coking rate, (viii) soaking time, (ix) quenching practice, and (x) coke handling. Coke quality variability is low, if all these factors are controlled. Coke producers use widely differing coals and employ many procedures to enhance the quality of the coke and to enhance the coke oven productivity and battery life.
The coal that is charged in by-product coke ovens is usually a blend of two or more low, medium, or high volatile coals which are normally low in sulphur and ash. Blending is usually needed to control the properties of the resulting coke, to optimize the quality and quantity of byproducts, and to avoid the expansion exhibited by certain types of coal that may cause excessive pressure on the oven walls during the coking process.
Coal is usually received in railway wagons. Steps of coal preparation for the coking include reception, preliminary crushing, storing, proportioning, coke making wastes addition to the coal blend, final crushing, mixing and transportation of the coal blend to the coal tower.
Conveyor belts transfer the coal as needed from the coal storage pile to mixing bins where the various types of coal are stored. The coal is then transferred from the mixing bins to a crusher where it is pulverized to a size of minus 3.2 mm (85 % minimum). The desired size depends on the response of the coal to coking reactions and the ultimate desired coke strength. Low volatile coals coke more readily if the particle size is small, and smaller particles are reported to increase coke strength.
The pulverized coal is then mixed and blended, and sometimes water and oil are added to control the bulk density of the mixture. The blended coal mixture is transported to the coal tower storage bunkers on the top of the coke oven battery.
Special techniques of coal blend preparation for coking include (i) selective crushing of coals making use of the pneumatic separation, (ii) thermal treatment (preheating) of the coal blend before coking, (iii) partial briquetting of the coal blend, and (iv) coal blend preparation for stamping.
The charging method in case of top charging is normally by gravity with coal charging car. In case of stamped charging, the stamped coal cake is charged from the oven pusher side door.
In case of top gravity charging, a weighed amount or specific volume of coal is discharged from the coal tower into a charging car which moves on the top of the battery. The charging car is positioned over the empty, hot oven (called ‘spotting’), the lids on the charging ports are removed, and the coal is discharged from the hoppers of the charging car into the oven. To minimize the escape of gases from the oven during charging, steam aspiration is used to draw gases from the space above the charged coal into a collecting main.
Peaks of coal form directly under the charging ports as the oven is filled. These peaks are leveled by a steel leveling bar that is inserted by the pusher machine through a small door on the side of the oven, called the leveling or ‘chuck’ door. The leveling process aids uniform coking and provides a clear vapour space and exit tunnel for the gases that evolve during coking to flow to the gas collection system. After filling, the leveling door and the topside charging ports are closed. The charging ports may be sealed with a wet clay mixture called luting. The aspiration is turned off, and the gases are directed into the off take system and the collecting main.
Thermal distillation (coking process) takes place in groups of ovens called coke oven battery. A battery consists of 20 to 100 adjacent ovens with common side walls made of high quality silica and other types of refractory bricks. Typically, the individual coke ovens are 11 m to 18.74 m long, 0.35 m to 0.5 m wide, and 3.0 m to 7.4 m high. The wall separating adjacent ovens, as well as each end wall, is made up of a series of heating flues. The majority of byproduct batteries have vertical flues but a few batteries of very old design have horizontal flues. Unlike vertical flue batteries which include a large number of individual flues along each oven wall, the horizontal flue system design includes only a small number of horizontal flues which convey the combustion gases from top to bottom in serpentine fashion.
The heating (under fire) systems fall into two general classes namely (i) under jet, and (ii) gun-flue. In the under jet heating system, the flue gas is introduced into each flue from piping in the basement of the battery. The gas flow to each flue can be metered and controlled. The gun-flue system introduces the gas through a horizontal gas duct extending the length of each wall slightly below the oven floor line. Short ducts lead upward to a nozzle brick at the bottom of each of the vertical flues. Modern batteries are equipped with PVR system which is having twin vertical flues with recirculation of waste gases.
At any time, half of the flues in a given wall are burning gas while the other half are conveying waste heat from the combustion flues to a heat exchanger and then to the combustion stack. Every 20 to 30 minutes the battery “reverses,” and the former waste heat flues become combustion flues while the former combustion flues become waste heat flues. This process avoids melting the battery brick work (the flame temperature is above the melting point of the brick) and provides more uniform heating of the coal mass. Each oven holds between 15 tons to 50 tons of coal depending on the oven volume.
Off take flues remove gases that evolve during the destructive distillation process. Process heat comes from the combustion of gases between the coking chambers. The operation of each oven in the battery is cyclic and the cycle time is called coking period. The batteries usually contain a sufficiently large number of ovens so that the yield of byproducts is essentially continuous. The individual ovens are charged and discharged at approximately equal time intervals during the coking cycle. Coking continues for 15 to 18 hours to produce blast furnace coke and 25 to 30 hours to produce foundry coke. The coking time is determined by the coal mixture, moisture content, rate of under firing, and the desired properties of the coke.
When the off take of coke is low, coking times can be extended to 24 hours for blast furnace coke and to 48 hours for foundry coke. Coking temperatures generally range from 900 deg C to 1,100 deg C and are on the higher side of the range to produce blast furnace coke.
During the coking process, the coal charge is in direct contact with the heated wall surfaces and develops into an aggregate ‘plastic zone’. As thermal energy is absorbed, the plastic zone thickens and merges toward the middle of the charge. Volatile gases escape in front of the developing zone due to heat progression from the side walls. The maximum temperature attained at the center of the coke mass is usually 1,100 deg to 1,500 deg C. At this temperature, all volatile matter from the coal mass evaporates and forms a high quality metallurgical coke.
Air is prevented from leaking into the ovens by maintaining a positive back pressure of about 10 mm of water. The gases and hydrocarbons that evolve during thermal distillation are removed through the off take system and sent to the byproduct plant for recovery.
Each oven is dampered off the collection main near the end of the coking period, typically when third or fourth in line to be pushed. Once an oven is dampered off, the standpipe cap is opened to relieve pressure. Volatile gases exiting through the open standpipe are ignited if they fail to self ignite and are allowed to burn until the oven has been pushed. At some batteries a draft is created through the top of the oven by opening both standpipes (on a double main battery) or a charging lid while the standpipe is open. This practice, known as beehiving, can result in thick dark emissions if the oven is not fully coked.
At the end of the coking period, doors at both ends of the oven are removed, and the incandescent coke is pushed out the coke side of the oven by a ram which is extended from the pusher machine. The coke is pushed through a coke guide into a special rail car, called a quench car, which traverses the coke side of the battery. The quench car carries the coke to a quench tower, typically located at the end of a row of batteries. Inside the quench tower, the hot coke is deluged with water so that it will not continue to burn after being exposed to air. The quenched coke is discharged onto an inclined ‘coke wharf’ to allow excess water to drain and to cool the coke to a reasonable temperature. Gates along the lower edge of the wharf control the rate that the coke falls on the conveyor belt that carries it to a crushing and screening system.
In case of coke dry cooling (CDC), the quench car is known as coke bucket car. The CDC system includes a two-stage CDC chamber (containing pre-cooling and cooling chambers), a boiler, and a dust recovery network. Hot coke is pushed into a bucket car which transports the coke to CDC plant The coke is charged into the pre-cooling chamber at the top of the CDC chamber. Excess dust is transferred out of the pre-cooling area and the hot coke is charged in batches into the cooling chamber below. Inert gas (usually nitrogen) is circulated in a closed circuit between the cooling chamber and the boiler, where heat from the coke is recovered and transferred into steam with heat exchangers. Cooled coke is discharged from the bottom of the cooling chamber. Refer article under link http://www.ispatguru.com/dry-cooling-of-coke/.
The raw coke oven gas collected from the battery is processed to remove tar, ammonia (usually recovered as ammonium sulphate), phenol, naphthalene, light oil, and sulphur before the gas is used as fuel for heating the ovens.
Gases evolved during coking leave the coke oven through standpipes, pass into goosenecks, and travel through a damper valve to the gas collection main which directs the gases to the by-product plant. These gases account for 20 % to 35 % by weight of the initial coal charge and are composed of water vapor, tar, light oils, heavy hydrocarbons, and other chemical compounds.
The raw coke oven gas exits the ovens at temperatures estimated at 760 deg C to 870 deg C and is shock cooled by spraying recycled flushing liquor in the gooseneck. This spray cools the gas to 80 deg C to 100 deg C, precipitates tar, condenses various vapors, and serves as the carrying medium for the condensed compounds. These products are separated from the liquor in a decanter and are subsequently processed to yield tar and tar derivatives.
The gas is then passed either to a final tar extractor or to an electrostatic precipitator for additional tar removal. When the gas leaves the tar extractor, it carries 75 % of the ammonia and 95 % of the light oil (primarily benzene, toluene, and xylene) originally present in the raw coke oven gas.
The ammonia is recovered either as an aqueous solution by water absorption or as ammonium sulfate salt. Ammonium sulfate is crystallized in a saturator which contains a solution of 5 % to 10 % sulphuric acid and is removed by an air injector or centrifugal pump. The salt is dried in a centrifuge and removed.
The gas leaving the saturator at about 60 deg C is taken to final coolers or condensers where it is typically cooled by indirect heat exchange to approximately 24 deg C. The cooled gas is passed into a light oil or benzol scrubber, over which is circulated a heavy petroleum fraction called wash oil or coal-tar oil which serves as the absorbent medium. The oil is sprayed in the top of the packed absorption tower while the gas flows up through the tower. The wash oil absorbs about 2 % to 3 % of its weight in light oil, with a removal efficiency of about 95 % of the light oil vapour in the gas. The rich wash oil is passed through a countercurrent steam stripping column. The steam and light oil vapours pass upward from the still through a heat exchanger to a condenser and water separator. The light oil may be sold as crude or processed to recover benzene, toluene, xylene, and solvent naphtha.
After tar, ammonia, and light oil removal, the gas undergoes a final desulphurization process at many coke oven plants to remove H2S before being used as fuel. The coke oven gas has a rather high calorific heating value, on the order of 4400 kcal/cum. Refer articles under links http://www.ispatguru.com/coke-oven-by-product-plant/ , and http://www.ispatguru.com/coke-oven-gas-generation-and-usage/.
A typical flow diagram of the byproduct coke oven plant is at Fig 1.
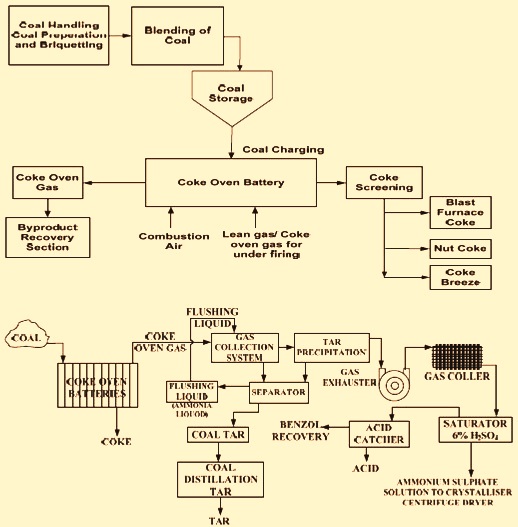
Fig 1 Typical flow diagram of a byproduct coke oven plant
Environmental issues
The coke oven is a major source of fugitive air emissions. The coking process emits particulate matter (PM), volatile organic compounds (VOCs), polynuclear aromatic hydrocarbons (PAHs), methane, at approximately 100 gm/ton of coke, ammonia, carbon monoxide, hydrogen sulfide (H2S)(50–80 gm/ton of coke from pushing operations), hydrogen cyanide (HCN), and sulphur oxides (SOx)(releasing 30 % of sulphur in the feed). Significant amount of VOCs may also be released in byproduct recovery operations. For every ton of coke produced, approximately 0.7 to 7.4 kg of PM, 2.9 kg of SOx (ranging from 0.2 to 6.5 kg), 1.4 kg of nitrogen oxides (NOx), 0.1 kg of ammonia (NH3), and 3 kg of VOCs (including 2 kg of benzene) may be released into the atmosphere if there is no vapour recovery system.
Coal handling operations may account for about 10 % of the particulate load. Coal charging, coke pushing, and quenching are major sources of dust emissions.
Wastewater is generated at an average rate ranging from 0.3 to 4 cum/ton of coke processed. Major wastewater streams are generated from the cooling of the coke oven gas and the processing of ammonia, tar, naphthalene, phenol, and light oil. Process wastewater may contain 10 mg/l of benzene, 1,000 mg/l of biochemical oxygen demand (BOD) (4 kg/t of coke), 1,500–6,000 mg/l of chemical oxygen demand (COD), 200 mg/l of total suspended solids, and 150–2,000 mg/l of phenols (0.3–12 kg/t of coke). Wastewaters also contain PAHs at significant concentrations (up to 30 mg/l), ammonia (0.1–2 kg nitrogen/t of coke), and cyanides (0.1–0.6 kg/t of coke)
Coke production facilities generate process solid wastes other than coke breeze (which averages 1 kg/t of product). Most of the solid wastes contain hazardous components such as benzene and PAHs. Waste streams of concern include residues from coal tar recovery (typically 0.1 kg/t of coke), the tar decanter (0.2 kg/t of coke), tar storage (0.4 kg/t of coke), light oil processing (0.2 kg/t of coke), wastewater treatment (0.1 kg/t of coke), naphthalene collection and recovery (0.02 kg/t of coke), tar distillation (0.01 kg/t of coke), and sludges from biological treatment of wastewaters.

Leave a Comment