Production of Seamless Pipes
Production of Seamless Pipes
Pipes are either seamless or welded. The manufacturing processes for seamless pipes were developed towards the end of the nineteenth century. In spite of many earlier tests, trials and technologies, the invention of the cross roll piercing process by the Mannesmann brothers towards the end of the 1880s is widely regarded as signaling the commencement of industrial scale production of seamless pipes. In the cross roll piercing process, the roll axes were arranged parallel to the stock axis but an angle to the stock plane. With the rolls rotating in the same direction, this arrangement produced a helical passage for the stock through the roll gap. Moreover the exit speed was slower by about the power of 10 than the circumferential speed of the rolls.
By introducing a piercing mandrel arranged in the roll gap, solid round materials could be pierced to produce a hollow shell in the rolling heat by the action of the cross rolls. However, it was not yet possible to produce pipes of normal wall thicknesses in usable lengths by the cross piercing process alone. It was only after development and introduction of a second forming process namely ‘the pilger rolling process’ (again by Mannesmann brothers), it became possible and economically viable to produce seamless steel pipes. The pilger process also constituted an unusual and innovative technology in that the thick walled hollow shell was elongated to the finished pipe dimension by the discontinuous forging action of the pilger rolls (or dies) on a mandrel located inside the hollow shell.
Presently seamless pipe is made from round billet, which is pierced through the center to make it a hollow shell and then rolled or extruded and drawn to size. The seamless pipe manufacturing process consists of the following principal stages.
- Making of a hollow pipe shell in the piercing or extrusion operation
- Elongating the hollow pipe shell by reducing its diameter and wall thickness
- Making of a final pipe in the hot or cold rolling process
As the manufacturing process does not include any welding, seamless pipe is perceived to be stronger and more reliable. Seamless pipe is regarded as withstanding pressure better than other types of pipes.
As patent and proprietary rights expired, the various parallel developments initially pursued became less distinct and their individual forming stages were merged into new processes. Today, the production processes of seamless pipe have been developed to the levels where these processes have become modern state of the art high performance processes. Depending on the pipe size, product mix, and also the availability of the starting material, the following seamless pipe mill facilities have been built.
- The continuous mandrel rolling process and the push bench process in the size range from around 21 mm to 178 mm outside diameter
- The multi stand plug mill with controlled (constrained floating mandrel bar and the plug mill process in the size range from around 140 mm to 406 mm outside diameter
- The cross roll piercing and pilger rolling process in the size range from around 250 mm to 660 mm outside diameter
Further, new processes were also developed such as the cross roll piercing mill derivatives in the form of the Assel and Diescher processes, or the pipe extrusion process derived from the Ehrhardt press. A typical seamless process is shown in Fig 1.
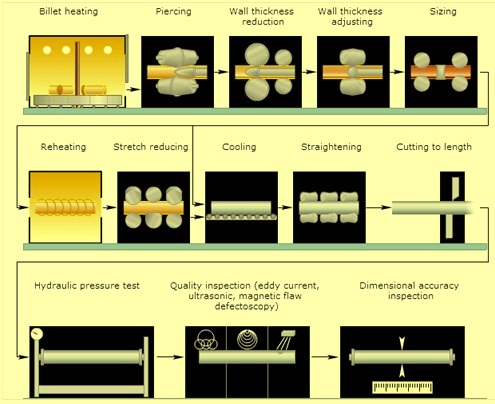
Fig 1 Typical seamless pipe rolling process
Pierce and pilger process
In this process input rounds are heated in a rotary hearth furnace to a temperature in the range of 1250 to 1300 deg C. From the furnace the rounds are descaled by high pressure water jets and fed to the cross roll piercing mill where they are pierced to produce a thick walled hollow shell. In this process the material is elongated to between 1.5 and 2 times and cross section reduces between 33 % and 50 %. The piercing mill features two specially contoured work rolls which are driven in the same direction of rotation. The axes are inclined by approximately 3° to 6° in relation to the horizontal stock plane. The roll gap is generally closed by a non driven support roll at the top and a support shoe at the bottom. A piercing point which functions as an internal tool is located at the centre of the roll gap and is held in position by an external thrust block via a mandrel.
The thick walled hollow shell after the cross roll piercing operation is rolled out further in the pilgering stand to produce the finished pipe. The elongation ratio during the pilgering process lies between 5 and 10, and is accompanied by a reduction in cross section of around 80 % to 90 %. The pilgering stand has two rolls (sometimes called dies because of their forging action) with a tapered pass around their circumference. The rolls rotate counter to the direction of the material flow. The work pass encompasses between 200° to 220° of the roll circumference and consists of the tapered inlet, an even, cylindrical polishing pass which blends into a larger clearance for releasing the work piece. Pilgering process is a stepwise rolling cum forging process with its recurring backward and forward motion.
After the completion of the pilgering process, the finished pipe is stripped from the mandrel. The unworked part of the hollow shell known as pilger head is cut off by a hot saw. The pipe is then fed into a sizing or a reducing mill after reheating it in a furnace. The sizing mill produces a precise outside diameter as well as improves the concentricity of the pipe. It usually consists of three stands with two high or three high roll arrangements. The work rolls form a closed pass, with (in multi stand configurations) each stand pass being off set at an angle to the previous pass.
In the reducing or the stretch reducing mill, the outside diameter of the pipe is substantially reduced with the wall thickness being slightly increased or decreased in the process. Depending on the product mix, mills are having 5 to 28 stands.
After the last forming operation, the finished pipes are cooled to ambient temperature on a cooling bed and after dimensional check transferred to the finishing section where the processes like machining of pipe ends, straightening and hydraulic testing are performed.
Heavy pilger mills are used in case of large diameter pipes where the input material is usually a polygonal ingot. This ingot after heating in a rotary hearth furnace is initially inserted into a round die on a usually vertical piercing press. The solid ingot is pierced by a cylindrical punch of approximately half the diameter of the die, to produce a hollow shell with a closed base. The next operation consists of reduction of the wall thickness accompanied by a small degree of the elongation in a cross roll mill. During this process the closed end is pierced. The hollow shell is then elongated in the pilger mill followed by the sizing operation in a sizing mill.
Plug rolling process
Plug rolling process is used for rolling seamless pipes in the diameter range from around 60 to 406 mm with wall thicknesses from around 3 mm to 40 mm and pipe lengths ranging between 12 m and 16 m. In this mill piercing is done in a cross roll piercing mill to produce a thin wall hollow shell which is elongated to between 3 and 4.5 times of its original length, corresponding to a deformation level of 65 % to 75 %. The cross roll piercing mill has two driven work rolls featuring a biconical pass. The axes of the rolls are parallel to the stock and are inclined to the horizontal by between 6° and 12°. The gap between the work-rolls is adjusted extensively by a top and bottom guide shoe. These guide shoes contribute to the elongation process by acting as stationary rolls, so enabling production of a thin walled hollow shell. The stock follows a helical line as it passes through the roll gap, so enabling the piercing mandrel, acting as an internal tool, to displace the material more effectively. Owing to the relatively large angle of roll inclination, and higher rolling speeds, stock exit speed is considerably faster. This is necessary owing to the cycle time of the downstream plug strand. In case of large pipe diameters, there is a second piercing mill (also called an elongator) before the plug stand. Recent heavy duty plug mills have only one cone piercing unit with work rolls featuring a biconical design. They are each angled at approximately 30° to the hollow stock axis and inclined at around 10°nto 12° to the horizontal. The roll gap is closed by means of two side discs which are also driven.
The process of forming the hollow shell into the finished pipe is carried out in the downstream plug stand with around two fold elongation (50 % cross sectional reduction), with normally two rolling passes being applied. In the plug stand are mounted the two cylindrical work rolls which are provided with approximately circular grooves, and also the two separately driven stripper rolls. A plug, which is located at the roll pass centre, is held in position by a mandrel supported by a thrust block located downstream of the rolling stand. The resultant annular gap between the rolls and plug correspond to the finished pipe wall thickness.
Continuous rolling process
After withdrawal of the mandrel, the rolled pipes are reheated before being processed in either a sizing mill or a tension reducing or ‘stretch’ mill. The stretch mill which is similar in construction to the continuous rolling mill consists of twelve two-high roll stands. Tension reducing is unique in that without the use of a supporting mandrel the wall thickness is diminished while the diameter is reduced. The tension forces to which the tube is subjected between roll stands are not only effective in reducing wall thickness of the tube but the reduction in diameter performed in each stand can be tripled over conventional practice.
Reducing and sizing process is used in case of small diameter pipes. Since it is not economical to pierce, roll and reel pipes of small diameter, the production of hot-finished pipes less than about 75 mm in diameter requires a reducing and sizing process for which a special machine is employed. This machine is similar to a continuous rolling mill. It consists of 8 to 16 stands of two-high grooved rolls about 305 mm in diameter.
For sizes from approximately 140 mm and over, the sizing is to ensure uniform size and roundness throughout the length of the pipe. So the sizing process is simply to pass the pipe through two or three stands of sizing rolls the grooves of which are slightly smaller than the reeled pipe. In some cases, reheating is needed.
In some cases, rolling mill and reeling of the conventional processes are replaced by a continuous rolling mill, for example with nine tandem individually powered stands of two-high grooved rolls. After a billet has been pierced by a conventional piercing mill, a lubricated mandrel, considerably longer than the pierced shell, is inserted and both pass through the rolling mill.
The continuous mandrel rolling process has arrangement in tandem several rolling passes in a series of rolling stands to form a rolling line. This mill type elongates the hollow shell pierced in the piercing mill over a floating mandrel bar acting as an internal tool to produce the finished pipe. In recent times, rolling practice in mills of this type employs controlled instead of freely floating mandrel bars. The advantage of this process variant lies in fact that substantially shorter and fewer mandrel bars are required. This version of the continuous mandrel rolling process is also referred to as simply the MPM (multi stand pipe mill).
The multi stand pipe mill (MPM) is part of an efficient seamless pipe hot rolling process from the hot pierced shell. The mill is usually composed of 8 stands of two grooved rolls inclined by 90° from one stand to another. The material is mounted on a cooled and lubricated mandrel and pushed to the first stand where rolling begins. The mandrel runs along the MPM with constant speed. The tube is then cut, calibrated, treated and controlled before delivery.
With the process, the maximum elongation can be obtained. The length of the produced tube can be up to 30 meters. The eccentricity can be less than 10 %.
In the case of continuous rolling process upto the extraction of mandrel bar, the pipe temperature falls to around 500 deg C. The pipe is reheated to 950 to 980 deg C then it is further rolled in the stretch reducing mill. Stretch reducing mills can contain any thing between 24 and 28 stands or more all arranged in a close in line formation. Each stand has its own variable drive and is fitted with three rolls of the smallest possible diameter. The three rolls together form a pass which is offset and progressively smaller from stand to stand.
In this mill no internal tool is used and the circumferential speed of the rolls continuously increases from inlet to the exit end of the rolling train.
There are several other processes for seamless pipe rolling. These processes include push bench process, pierce and draw process, pipe extrusion process, and cross rolling processes. Cross rolling processes include assel rolling process and diescher rolling process. Besides seamless pipes are also being produced by cold forming, cold drawing, and cold pilgering process.

Leave a Comment