Metal Coatings of Steels
Metal Coatings of Steels
Metallic coated steels are defined as a steel substrates coated with a layer of zinc, Zn/Al (zinc/aluminum) alloy, Zn/Si (zinc/silicon) alloy, or pure Al etc. The schematic arrangements of metal coating structure with and without passivation is shown in Fig 1,
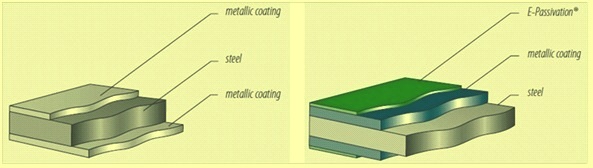
Fig 1 Metal coating structure with and without passivation
Metal coatings of steels enhance the life and the performance of the steels. They provide the most effective and economical way of protecting steels against corrosion. Metal coated steels offer unique combination of properties which include high strength, formability, light weight, corrosion resistance, aesthetics, recyclability and low cost.
There are several processes for metal coating of steels as given below.
- The hot dip coating process, whereby the steel strip is immersed in a bath of molten metal. The composition of the molten metal (Zn, Zn/Al, Al/Si, or pure Al etc.) determines the nature of the metal coating.
- The electro-galvanizing process, in which metal is deposited electrolytically on the cold steel strip.
- Coating under vacuum, such as PVD (physical vapour deposition), CVD (chemical vapour deposition) etc.
Hot dip coating processes are the most popular processes for the metal coating of steel strips. Normally continuous coating lines are employed for the production of the metal coated steel products.
Metallic coated steels produced in continuous coating lines have experienced a remarkable growth and continues to be used in increasingly varied new fields. This is due to their outstanding economic, technological and environmental advantages.
.The wide range of metallic coated steel products available today meets the requirements of all sectors. The following are the parameters which govern the choice of the metal coated steel material.
Quality or grade of the steel substrate
- Type of metal coating
- Mass or thickness of the metal coating
- Surface aspect
- Surface quality
- Surface treatment
- Tolerances on dimensions and shape
Metal coating improves the corrosion resistance of steel and prolongs product lifetime. A suitable metal coating makes it possible to improve the forming and resistance welding properties of steel as well as its paintability.
Types of coated products
The following are the main types of the metal coated products.
- Hot dip galvanized steel sheet – ASTM standards for these steel sheets are A653M and A1063M. Galvanize coating is essentially a Zn coating on steel sheet. The word galvanize comes from the galvanic protection that Zn provides to steel when exposed to a corroding environment. It is, by far, the most common hot dip coated product with a wide range of applications. Zn provides both galvanic and barrier protection. The galvanic protection is greater than for any other type of hot dip coating on steel. The coating contains Al which is typically in the range of 0.20 % to 0.30 %. Al is added to the molten Zn bath to control the growth rate of the alloy layer (bond zone between the steel and Zn coating). It dramatically improves adhesion of the coating to allow severe forming of the coated sheet. Coating may contain a small amount of lead (Pb) and/or antimony (Sb) for spangle development. Almost all galvanized coated steels contain no Pb, and if it does, the Pb is less than 0.03 %. Coating weight (mass) is usually in the range of 90 to 1200 gm/Sq m for A653M and 90 to 600 gm /Sq m for A1063M total on both sides.
- Hot dip galvannealed steel sheet – ASTM specification for these steel sheets is A653M. In the production of the galvannealed steel sheet, the hot dip galvanize coating is diffusion alloyed with the steel by additional heating in the tower above the coating bath. Typical metal coating contains 8 % to 11 % of iron. These sheets are usually intended to be painted for most applications. These sheets are characterized by its high hardness and brittle behaviour during forming. The galvannealed sheets are easier to spot weld and paint than the galvanized sheets. Performance with painting is synergistically improved because of the excellent bond formed between the paint and the surface of the coating. Compared to galvanized steel, galvannealed steel sheets normally exhibits less undercutting corrosion beneath paint at exposed edges, scratches, or other defects in the paint. These steel sheets are used for auto body panels. Coating weight (mass) is usually in the range of 90 to 180 gm/Sq m total on both sides.
- Hot dip 55 % Al – Zn alloy coated steel sheet – These coated sheets are also known as Galvalume sheets. ASTM standard for these sheets is A792M. The coating is an Al – Zn alloy coating that contains approximately 55 % Al, 43.5 % Zn, and 1.5 % Si. This coating offers excellent barrier protection combined with some galvanic protection. Retention of galvanic protection is an important feature for this coating. This particular combination of Al and Zn effects the formation of a coating microstructure that is very important for good performance. This coating provides a very good balance between galvanic and barrier protection. Si is added to control the alloy layer growth rate. The coating improves adhesion during forming. The coating has a much higher resistance to corrosion than galvanize coatings in most environments. Its long term durability has been demonstrated. Coating weight (mass) is usually in the range of 100 – 210 gm/Sq m total both on sides.
- Hot dip Zn -5 % Al alloy coated steel sheet – These coated sheets are also known as Galfan sheets. ASTM standard for these sheets is A875M. The galvanic coating contains around 95 % Zn and 5 % Al. This coating provides approximately the same galvanic protection as galvanized and improved corrosion resistance in most environments. This coating is normally used mostly for applications that require good coating ductility (such as deep drawn parts and pre painted sheets) and superior corrosion resistance. Coating weight (mass) is usually in the range of 90 – 700 gm/Sq m total on both sides.
- Hot dip Zn – Al – Mg (magnesium) alloy coated steel sheet – ASTM standard for these sheets is A1046M. The coating is a galvanic coating that contains Zn, Al (5 % to 11 %), and Mg (2 % to 4 %). This coating provides superior corrosion resistance in many aggressive environments. The coating is used in such applications as transportation, infrastructure, construction, agricultural, electric power, and automotive. Coating weight (mass) is usually in the range of 60 – 600 gm/Sq m total on both sides.
- Hot dip aluminized steel sheet – ASTM specification for these sheets is A463M. There are two types of aluminized coatings namely (i) Type 1 – Al along with 5 % to 11 % Si, and (ii) Type 2 – pure Al coating. Most common form is Type 1 coating; used for applications that require heat-oxidation resistance such as furnace parts, small appliances, and exhaust systems etc. Aluminized coating is the best coating on steel sheet for heat-oxidation resistance. It can be applied over stainless steel to offer even better high temperature performance. Pure Al Type 2 coating is used for exterior applications. The corrosion performance of this coating is based on barrier protection with no galvanic protection in most environments. Barrier corrosion protection is very good in this case since Al of the coating forms a stable aluminum oxide film on the surface of the coating. Coating weight (mass) is usually in the range of 75 – 300 gm/Sq m total on both sides for Type 1 and for Type 2 in the range of 200 – 300 gm/Sq m total on both sides.
- Terne coated steel sheet – ASTM standard for these sheets is A308M. This coating is a Pb alloy coating that contains 3 % to 15 % Sn (tin). Sn is added to develop a bond between the coating and steel. The coating is very formable and improves the deep drawing behaviour. Also, the coated sheet can be easily welded. The coated sheet has a very good resistance to gasoline, although use for fuel tanks is decreasing (related to the environmental issue associated with Pb and not related to coated sheet’s performance). Coating weight (mass) is usually in the range of 75 – 335 gm/Sq m total on both sides.
Metal coating line
The metal coating line is where the steel substrate is coated with a protective, proven combination of metals that provide effective corrosion resistance. The line has two numbers strip accumulators one each at the entry and exit of the line allowing the steel strip to be accumulated for a short period of time. This ability enables the line to change to new coil or to remove a finished coil while the rest of the line continues to run at a consistent speed. Precision can be maintained at every part of the process, resulting in a consistent surface and even coating. The following are the basic components of a metal coating line.
- The coil comes from the cold rolling mill (CRM) to the coating line via one of two payoff reels. The tail end of the previous coil and the head end of the new coil are sheared. The new ends are either welded together by an electric seam welder or mechanically joined to create a continuous strip of the steel in the process section of the line.
- The steel enters the first strip accumulator usually in the form of a tower.
- After cold reduction in the CRM, the residual film of lubricating oil must be removed from the steel before annealing to ensure that the metal coating adheres perfectly to the steel substrate. The oil film is removed in an alkaline degreasing tank. After cleaning the steel strip is rinsed and dried.
- The cold steel band enters the furnace. The purpose of the furnace is to do one final cleaning of the surface by burning off the left over oil film on the steel surface by open flame burners in the preheating zone of the annealing section. The second purpose of the furnace is to heat the steel to develop the proper mechanical properties.
- Due to cold rolling of the steel, the steel substrate shows extreme work hardening and is usually referred to as full hard steel. The annealing section provides heat treatment of the steel to recover its mechanical properties and render the steel suitable for the intended use. During heat treatment, the severely cold reduced microstructure gets recrystallize.
- The annealing section is divided into three zones namely (i) preheating, (ii) holding, and (iii) controlled cooling. Inside the annealing zone, the steel is prevented from oxidizing by using a hydrogen nitrogen gas mixture. All burners are usually of the radiant type, to avoid direct contact between the flame and the surface of the steel. The annealing cycles are managed in accordance with the final mechanical properties required.
- At the end of the cooling zone, the temperature of the strip is cooled down to an appropriate level with respect to the temperature of the molten metal to be coated.
- Once the steel strip has reached the required temperature, it is immersed in a bath of molten metal. When the strip leaves the bath, it is coated with a thick layer of molten metal. A set of air (or nitrogen) knives, located above the bath, adjusts the coating weight to the required levels. The coating weight is normally permanently controlled and monitored by automatic measurement equipment
- The coated steel strips runs through a cooling tower, taking the coated strip almost back to room temperature.
- In case of requirement, the steel can be run through a surface conditioning mill to create a smooth surface for colour coating.
- The tension leveler pulls the metal coated steel strip while passing over a series of rollers to provide superior flatness.
- The metal coated steel strip which is not destined for the colour coating line receives a chemical treatment that provides interim protection against coating deterioration. This surface treatment is done by conventional spraying or dipping and subsequent squeezing or by direct application with a roll coater. Post treatments are either surface passivation or thin organic coatings. They may be applied in the exit section in some cases.
- The coated steel strip enters the exit accumulator, waiting to be coiled again.
- The coated steel strip is re-coiled onto the tension reel and sent for colour coating or packaging.?
A typical schematic diagram of metal coating line showing major equipment is at Fig 2.
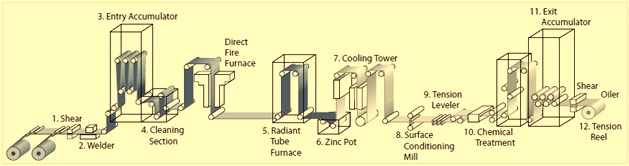
Fig 2 Typical schematic diagram of metal coating line showing major equipment
Applications
The use of a variety of metallic coated steels has become an integral part of people’s daily life. These steels are used for protecting, sheltering, packaging and for transport as well as at the same time meeting the demand for solid, durable and aesthetically pleasing materials.
In building and construction, metal coated steels have been used for profiling, cladding and roofing for many years, but it is also used for applications such as doors, stairs, and ceilings etc.
The metal coated steel products have a very wide range of applications in general industry. Examples are furniture, air conditioning, ducts, tanks, and thermal shields etc.
The domestic appliance sector is also a big user of metal coated steels. There is even a trend today towards building domestic appliances entirely from metal coated steels, both white goods (refrigerators, washing machines, and ovens etc) and brown goods (telectronics, video, and hi-fi etc).

Leave a Comment