Development of the Technology of Electric Arc Furnace Steelmaking
Development of the Technology of Electric Arc Furnace Steelmaking
Development of the steelmaking technology takes place for meeting of a number of requirements. These requirements can be classified into four groups as given below.
- The technology has to meet the process requirements needed for producing different steel grades of required qualities.
- The technology is to meet the economic requirements needed for controlling the cost of production so that produced steel products are competitive.
- The technology is to meet the emission levels set by the regulatory agencies.
- The technology is to meet the health and safety requirements so that operators work in the area without any dangers, stress and stains.
To understand electric arc furnace (EAF), it is necessary to understand what an electric arc is. An electric arc is a form of electrical discharge between two electrodes, separated by a small gap (typically, normal air). The best known example of this is lightning. Anyone who has performed arc welding is also familiar with electric arcs. If one connects the work piece to the negative side of a DC power source and an electrode to the positive side, touch the electrode momentarily and draw it a small distant apart from the work piece, then a stable electric arc forms between the electrodes and the work piece and the heat from this arc is sufficient to melt the electrode and weld the work pieces together. The same idea is used in a larger scale in an electric arc furnace.
The history of electric arc furnace (EAF) steelmaking is not very old. It is only slightly more than a century when the first furnace was commissioned to melt steel by utilizing electric power. The initial development of the technology took place, since these units made it possible to easily achieve highest temperatures and ensured the best conditions for producing of high quality alloyed steel grades and alloys. Since that time, great advancements have been made in furnace equipment, EAF technology, melting practice, raw materials, and steel products. The advances in EAF technology have allowed the EAF to compete more successfully with the integrated mills employing basic oxygen furnace (BOF) technology of steelmaking. Today EAF steelmaking has a substantial contribution in the steel production of the world though it is still far behind the contribution of steel production made by the dominant steelmaking technology of BOF.
Initial developments
In the 19th century, a number of trials were made to employ an electric arc for the melting of iron. Sir Humphry Davy conducted an experimental demonstration in 1810, welding was investigated by Pepys in 1815, Pinchon attempted to create an electro-thermic furnace in 1853, and in 1878 – 79, Carl Wilhelm Siemens took out patents for electric furnaces of the arc type.
De Laval had patented an electric furnace for the melting and refining of iron in 1892 and Paul Heroult had demonstrated electric arc melting of ferro alloys between 1888 and 1892. Emerging new technology was put into commercial use in the beginning of the twentieth century when wide ranging generation of relatively cheap electric energy started at that time. In 1906, the first electric-arc melting furnace in the United States was installed at the Halcomb plant. This ‘Old No. 1’ Heroult electric-arc furnace now stands as a designated ASM (American Society for Materials) historical monument at Station Square in Pittsburgh, Pennsylvania (Fig 1).

Fig 1 The first Heroult electric-arc furnace
Initially, EAF steelmaking was developed for producing special grades of steels using solid forms of feed such as scrap and ferro alloys. Solid material were firstly melted through direct arc melting, refined through the addition of the appropriate fluxes and tapped for further processing. Electric arc furnaces were also used to prepare calcium carbide for use in carbide lumps. The technology of EAF steel making has now developed from a slow process to a rapid melting process which perform at a level that approaches the productivity level of a BOF.
A schematic cross section through a Heroult arc refining furnace is shown in Fig 2. In this Fig, E is an electrode (only one shown), raised and lowered by the rack and pinion drive R and S. The interior is lined with refractory brick H, and K denotes the bottom lining. A door at A allows access to the interior. The furnace shell rests on rockers to allow it to be tilted for tapping.
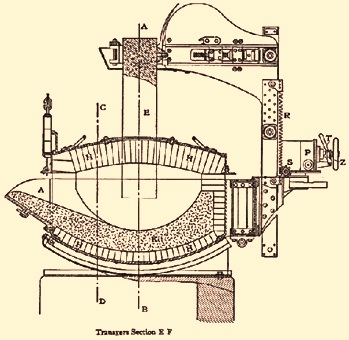
Fig 2 Heroult arc refining furnace
Evolution of EAF steelmaking technology
Since the first industrial EAF for steel making came into operation, development was rapid and there was a tenfold increase in production from 1910 to 1920, with over 500,000 tons steel being produced by EAFs in 1920, though this represented still only a very small percentage of the global production of steel of that time. First-generation furnaces had a capacity in between 1 ton and 15 tons. The EAF had Bessemer/Thomas converters and Siemens Martin (open hearth) furnaces as strong competitors, initially. But its niche was the production of special steels requiring high temperature, ferro alloy melting, and long refining times.
EAF is a default phase in the process of making steel. Over years EAF has evolved dynamically and adopted efficient, competitive and sustainable methods in the process and the global output of steel from EAF is increasing. Many countries which cannot make iron by the traditional route, i.e., BF-BOF route) are adapting EAF route of steel making. One of the main reasons for these countries to adapt EAF steel making route is non-availability of coking coals and easy availability of low cost power because of the accessibility of cheap fuel. Steel plant using EAF technology for the steel production is known as mini mills and this industry is the largest recycler of steel scrap.
While EAFs were widely used in World War II for production of alloy steels, it was only later that electric steelmaking began to expand. The low capital cost for a mini mill allowed mills to be quickly established in war-ravaged global scenario, and also allowed them to successfully compete with the big steelmakers for low cost, carbon steel ‘long products’ (structural steel, bar and rod, and wire rods) in the market.
When Nucor, now one of the largest steel producers in the USA decided to enter the long products market in 1969, they chose to start up a mini-mill, with an EAF as its steelmaking furnace, soon followed by other manufacturers. Whilst Nucor expanded rapidly in the eastern USA, the organizations which followed them into mini-mill operations concentrated on local markets for long products, where the use of an EAF allowed the plants to vary production according to local demand. This pattern was also followed globally, with EAF steel production primarily used for long products, while integrated mills, using the BF – BOF route of production, concentrated on the markets for ‘flat products’ (steel sheet , strip, and heavier steel plate etc.). In 1987, Nucor made the decision to expand into the flat products market, still using the EAF production method.
The rise in EAF production and technology around the globe has been due to the following reasons.
- The discontinuation of the open hearth process as a competitive steel making process.
- The desire to move away from the large capital and operating costs associated with large scale integrated steelmaking towards smaller, less capital intensive mini steel plants.
- A very rapid improvement in electrical technology, lowering the costs of large scale electrical equipment and also allowing for greatly improved control of electrical devices.
- The ready availability of scrap in many countries combined with a strong social pressure towards recycling of metals.
- The increasing availability of alternate iron sources, especially from the developing countries.
- Use of hot metal and oxy fuels in the electric arc furnaces
- A vast improvement in the operation, control, efficiency and product quality of the EAF based steel making technology.
The growth in the EAF steel making has been accompanied with several technological improvements which have allowed large decreases in power requirements and improvements in the energy efficiency, furnace productivity and working environment in the steel melting shop. These technological improvements have provided several advantages to the EAF operations which includes amongst others, stable electric arc operation, low energy consumption, low electrode consumption, fewer electrode breakages, lower force applied to the electrodes and electrode bearing arms, and lesser network disturbances.
The EAF steelmaking process was solely dependent on the electrical power till the chemical energies turned as supplementary to reduce the conversion cost through improved EAF productivity. However, the efficient management of electrical and chemical energy is by combining efficient dynamic control of the electric arc with a balanced injection of oxygen and carbon in order to increase EAF productivity. EAF plants often use a mix of direct reduced iron (DRI) / hot briquetted iron (HBI) / hot DRI and recycled steel feeds and carbon based materials as slag foaming agents and as carburizers. As per the requirements on the reduction of energy consumption and greenhouse gas emissions, traditional anthracite and metallurgical coke are replaced with carbon based materials and now the alternative carbon sources like end of life rubber tyres and recycled plastics are also partially replacing the conventional carbon materials.
Improvements in the EAF designs
Many of the technological improvements in the design of the EAFs were made for the reduction of the tap-to-tap times. These improvements included the following.
- Electric arc furnaces with ultra high power (UHP) design, with high secondary voltages and longer arc. This innovation played a decisive role in sharp shortening tap to tap time and increasing EAF productivity per hour. The first UHP furnace was installed in USA in 1963. The 135 tons furnace was equipped with 70-80 MVA transformers which means specific power amounting to 520-600 kVA/ton. Due to their successful operations, UHP furnaces became popular quickly and their specific power was also increased to 1000 kVA/ton.
- High current conducting electrode arms in copper-clad box design.
- State of the art electrode control system.
- various openings in the furnace for the extensive use of alternative energy sources
- Heavy construction design to sustain hard working conditions that allows very fast movements and safe operations.
- Split shell design of the EAF for ease of maintenance and reduction in the maintenance time.
- Copper or combi cooling panels with high speed cooling water flow.
- Continuous feeding systems for DRI/HBI/hot DRI resulting into reduction in the furnace charging time.
- More heat input in cold EBT (eccentric bottom tapping) area because of the special design of EBT burner system.
- High flexibility and high efficiency of furnace operation with closed slag door application.
- Easy maintenance operation for special design like roof lifting system, furnace locking system.
- Input of additional chemical energy based on carbon, fuel and oxygen which is used as substitute of electric power.
- Regulation design for electrodes – Typically, the electrode / arm / mast / cable assembly weighs in the range of 20 tons. This is moved vertically for control purposes by a hydraulic cylinder incorporated in the mast. Since the arc length is dependent, amongst other things, on the ever changing level of scrap or liquid under the electrode it is necessary to have an automatic control over electrode position (the regulation system). The regulation system influences many important aspects of furnace performance, such as energy input, mean current, arc stability, scrap melting pattern, energy losses to water-cooled panels, energy, electrode and refractory consumption. All these parameters are interrelated in a complex manner and there are many differences of opinion on ‘optimum’ control strategies.
- Achieving better energy and thermal balance inside the furnace because of multiunit injection.
Major developments in the EAF technology
Some of the major technological improvements during the last forty years are given below.
- Foamy slag practice – In EAF steelmaking, progressive melting of scrap increases the irradiative heat transfer from arc to the side walls of the furnace. By covering the arc in a layer of slag, the arc is shielded and more energy is transferred to the bath. The foaming slag during this period is beneficial. The effectiveness of slag foaming depends on slag basicities, FeO content of slag, slag temperature and availability of carbon to react with either oxygen or FeO of slag. A foaming slag reduces refractory damage and heat loss from the arc region. The net energy savings are estimated at 6-8 kWh/ton of steel.
- Blowing oxygen in the melt – Blowing oxygen in molten steel releases heat, because the reaction of oxygen with carbon, silicon, iron in the molten metal is exothermic and produces heat. At these conditions, time of melting reduces and the productivity is increased. Because of heat release, the consumption of electricity decreases as well as the electrode consumption along with refractory consumption. In the past, when oxygen consumption of less than 10 cu m per ton of steel were common, lancing operations were carried out manually using a consumable pipe lance. Most modern operations now use automatic lances and most facilities now use a non-consumable, water-cooled lance for injecting oxygen into the steel. Many of these lances also have the capability to inject carbon as well.
- Hot heel operation – In hot heel operation around 15 % to 20 % of metal and certain amount of slag are left at the furnace bottom after each tapping. The rest of the slag is removed from the furnace over the sill. This assists in the melting of fresh solid feed entering the furnace and allows practically a slag free tapping. Hot heel operation results into savings of the ferro- alloys and into energy efficiency.
- Eccentric bottom tapping – Eccentric bottom tapping (EBT) reduces tap times, temperature losses and slag carry over into ladle. Electricity savings of 12-15 kWh/ton of steel are estimated by using this technology. EBT slag free tapping results into high yield of alloy additives and high ladle refractory life.
- Post combustion practice – Carbon mono oxide (CO) gas generated during decarburization is burnt with the oxygen injection from lances inside the furnace. The energy liberated is used either heating the bath directly or preheating the incoming feed material. A specific post combustion control system installed in two plants in Mexico and the USA led to the reductions of respectively 2 % and 4 % in electricity consumption, 8 % and 16 % in natural gas consumption, 5 % and 16 % in oxygen use, and 18 % and 18 % in carbon charged and injected.
- Carbon injection – Injection of carbon brings the benefits of (i) for 100 % scrap practice or when carbon content of the bath is insufficient to produce CO gas for slag foaming, carbon injection is beneficial, and (ii) carbon oxidation produces CO gas which on post combustion generates thermal energy. It is to be noted that carbon injection requires oxygen injection to onset carbon oxidation.
- Flue gas monitoring and control – Chemical energy recovery rate from exhaust gases can be increased by 50 % by adjusting oxygen injection levels for post combustion based on real time CO and CO2 readings in flue gases, instead of using preset values. Electricity savings of 12-15 kWh/ton of steel are estimated by using this technology.
- Oxy fuel burners – Oxy-fuel burners/lancing can be installed in EAFs to reduce electricity consumption by substituting electricity with oxygen and hydrocarbon fuels. This technology has been introduced to improve melting rates and to provide more even heat distribution throughout the furnace. It reduces total energy consumption because of reduced heat times, increases heat transfer during the refining period, and facilitates slag foaming, which increases efficiency of oxygen usage and injected carbon. Care must be taken to use oxy-fuel burners correctly, otherwise there is the risk of increase in the total energy consumption and greenhouse gas generation. 2–3 kWh/ton of steel of energy can be saved for every minute of heating time reduced. Electricity savings of 35-40 kWh/ton of steel can be achieved with typical oxygen injection rates of 18 N cum /ton of steel.
- Preheating of scrap – A number of scrap preheating systems utilizing the heat associated with off gases have been developed, some based on batch bucket systems and others on continuous shaft systems. With single shaft system up to 77 kWh/ton of steel of electric energy can be saved. Finger shaft system allows savings up to 110 kWh/ton of steel, which is approximately 25 % of the electricity input.
- Elimination of radiation sources in charge scrap – Purchased scrap is to undergo radiation detection so as to avoid produced steel becoming radiation prone. All incoming scrap to the facility is to be passed through the ‘Exploranium’ detection equipment. Scrap flagged as high risk undergoes additional scanning from hand detectors. A second scan with the ‘Exploranium’ detection equipment is performed prior to melt shop delivery and a final scan is performed on each magnet load as charge buckets are filled. EAF bag house detectors define when, if any, radioactive material has been melted.
- Charging of hot DRI- Charging hot DRI at temperatures up to 600 deg C rather than cold DRI results in a melting energy reduction of 150 kWh/ton of steel. Other benefits are increased productivity, decrease in tramp element content, improved slag foaming, and increased carbon content in the charge.
- Charging of hot metal – Charging of hot metal in the EAF along with the oxygen injection reduces consumption of electrical energy because of utilization of chemical energy. This reduces tap to tap time, consumption of carbon and consumption of electricity.
- Ultra high power transformers – Electricity savings are estimated to be 1.1 kWh/ton of steel for every MW power increase. Power consumption dropped by 11 kWh/t and 22 kWh/t respectively for 2 furnace lines when operating voltage increased from 600 V to 660 V in one furnace and from 400 V to 538 V in another furnace.
- Furnace electrics – Large improvements in control and energy efficiency have been achieved due to the development of powers supplies with higher operating voltages.
- Furnace controls -This technology results in 14 % reduction in electricity consumption. Additionally a 6 % reduction in natural gas consumption can be achieved all together.
- Improved process control ( neural networks) – Improved process control (neural networks) can help to reduce electricity consumption beyond that achieved through classical control systems. For example, neural networks or ‘fuzzy logic’ systems analyze data and emulate the best controller. For EAFs, the first ‘fuzzy logic’ control systems have been developed using current power factor and power use to control the electrodes in the bath. Electricity savings of 30 kWh/ton of steel are estimated to be achieved, and values may change based on scrap and furnace characteristics.
- Bottom stirring/ stirring gas injection – In conventional arc furnaces there is little natural electrical turbulence within the bath. Due to absence of stirring large piece of scrap can take a long time to melt and may require oxygen lancing. Argon or nitrogen stirring eliminates temperature and concentration gradients, shortens tap-to-tap times, reduces refractory, electrode and power consumption, and improves yield of iron and alloys. With the introduction of stirring technology in the bath, there is saving of electricity. This saving of electricity can vary between 12 to 24 kWh per ton of steel.
- Direct current arc furnace – Direct current (DC) arc furnaces represent a different concept in arc furnace design. Most DC furnaces are with single electrode where current flows down from the carbon electrode to an anode mounted in the bottom of the furnace. Reduced electrode consumption of the order of 50 % to 60 % is the major benefit of a DC furnace compared to a conventional three phase arc furnace. Noise levels for the DC furnaces are lower. Lower maintenance costs are claimed and refractory costs are less for sidewall but more for the furnace bottom. A DC arc furnace requires an addition of the bottom electrode (anode), a DC reactor, and a thyristor all of which add cost to a DC furnace. DC furnaces apart from their low energy and electrode consumption ensure excellent thermal and metallurgical homogenization of the liquid steel. Also there is the increased stirring effect of the direct current arc that supports this process. Compared to AC electric arc furnaces, DC furnaces cause fewer network disturbances and hence can be connected even to the weak electric grids. Net energy savings over older AC furnaces are estimated to be 85-90 kWh/ton of steel. Compared to new AC furnaces, the savings are limited to 10 -20 kWh/ton of steel.
- Waste heat recovery for EAF – For an EAF melting 150 t/charge of DRI with tap-to-tap time of 49 minutes and power on time of 40 minutes, approximately 130 kWh/ton of steel of energy can be recovered (efficiency 30 %). If recovered energy is used for power generation with saturated steam 2.8 MWh/year of electricity can be generated. If the recovered energy is used for power generation with superheated steam, 15.1 MWh/year of energy can be generated.
- Variable frequency drives or adjustable speed drives – Total fan energy consumption can be decreased by 67 %. Electricity savings are estimated to be 16.5 kWh per ton of steel.
- Twin shell DC arc furnace – It can results into electricity savings of 15 -20 kWh/ton of steel.
- CONARC furnace- This furnace combine the technological advantages of electrical arc furnace with those of conventional blowing process. CONARC reflects the combination of CONverter and ARCing. The process is divided into two phases. The converter phase which involves blowing of oxygen onto the melt through the top lance to decarburize it and the electric arc furnace phase during which electric power is applied to melt the solid material and overheat the bath to the tapping temperature.
- Polymer injection technology – It is an exciting new patented process, which partially substitutes the use of coke with polymers, including rubber (used tires), as an alternate carbon injectant to produce foaming slag in EAF steel making. The benefits include (i) reduced specific electrical energy consumption of approximately 3 %, (ii) reduced carbon injectant of approximately 12 %, (iii) increased furnace productivity (tons per minute) of 4 %, (iv) slag FeO levels are maintained within the required range, and (v) reduced emission levels for NOx, CO and SO2.
EAF with rubber tyres and plastics
A study conducted by One Steel’s Sydney Steel Mill in collaboration with UNSW in laboratory testing on use of rubber tyres in EAF steelmaking for foamy slag optimization has developed and commercialized an engineering system through plant trials for EAFs to inject blends of rubber from end of life tyres and coke into EAF as slag foaming agents. The method resulted benefits like, increase in volume and foaminess of the slag include improved electrical energy efficiency due to a longer arc and improved heat transfer from the arc to the steel, as well as decreased heat loss through the slag and sidewalls. While, EAF steelmakers using polymer injection technology (PIT) can also expect to see improvements in yield, inject oxygen consumption, refractory and electrode consumption, and injection system wear. The rubber injection technology (RIT) has become a standard process at One Steel’s Sydney and Laverton EAF Steel Mills and has achieved significant milestones with 40, 720 heats tapped with rubber injection, 13,721 tons of coke reduced due – substituted and reduction in injection due to FeO control and consistent sizing, and 1,128,486 equivalent passenger tyres used. The resulted green steel from old rubber tyres and plastics produces no waste or toxic fumes.

Leave a Comment