Blast Furnace and its Design
Blast Furnace and its Design
The design of a blast furnace (BF) plays a fundamental role in its reliable operation, metallurgical performance, sustained high productivity and long campaign life.
The design of a modern BF is generally based on the concept of a free standing unit with a surrounding building structure, providing access to the furnace and support for the BF gas system. BF design is to provide for the optimization of the burden and gas flow with a consideration of the potential raw material and operating conditions for the furnace throughout its campaign.
BF design is required to integrate the properties of the shell, the cooling elements and refractory lining in order to ensure the well balanced overall operation of the BF complex. The choice of the right refractories and cooling systems at each zone of the BF is critical for successful, economic and, above all, safe operation of the BF.
All the equipment necessary for smooth BF operation are to be integrated while designing a blast furnace. Major of these equipments are top charging equipment, cast house equipment (clay guns, tap hole drills, trough cover manipulators, tilting runners for iron and slag, bar changers, and jack dam drills etc.), tuyere stocks, various type of valves (e.g. hot blast valves, snort valve, bleeder valves, equalizing/relief valves, flow control valves, and isolation valves etc.), Different probes (e.g. above burden temperature probes, and sub-burden gas probes etc.), mechanical stock line recorders, moveable and fixed throat armor, stock line ignition lances, and profile meters etc.
The design of BF should provide for equipment which has a proven reputation for reliability, durability, and high performance in the arduous conditions of the BF environment.
The operation of a modern BF is quite complex and it needs necessary automation and control equipment for monitoring of various control parameters. This is very necessary to achieve the high productivity levels expected from a modern furnace.
The design of BF should also support its rapid and accurate constructability.
BF profile
BF profile has a complex configuration which is comprised of cylinders joined to truncated cones and consists of several zones namely hearth, bosh, belly, and stack. Stack is further divided into lower stack and upper stack. In the hearth there is a dead layer of liquid metal known as dead man zone. In each zone there are shell, cooling elements and refractories. The furnace working profile is established after a certain volume of lining gets worn out. Different physicochemical processes take place within these zones in the furnace. The size ratios of different zones vary with the furnace useful volume but usually they are within an acceptable range.
The ratio of total furnace height to belly diameter for mid and large size blast furnaces decreases from around 3 to 2.00 as the furnace useful volume increases from 1000 cum to 5500 cum. The ratio of furnace belly diameter to furnace hearth diameter varies in the range of 1.09 to 1.13 ( ideally it should be 1.05 to 1.10) . The ratio of diameter of furnace top to the diameter of the belly varies usually in the range of 0.62 to 0.71.
Similarly the height of different zones for mid and large size furnaces depends on its useful volume but usually varies within a range. The height of the dead layer varies in the range of 600 mm to 1700 mm. The height of the hearth increases with the furnace useful volume and is in the range of 3200 mm to 5700 mm. Height of the bosh is usually in the range of 3000 mm to 4000 mm. The height of the belly in a BF is minimum when compared with other heights and is usually in the range of 2000 mm to 3000 mm. Height of the stack in the BF is maximum and varies usually in the range of 15 m to 20.7 m. Height of the upper cylindrical portion of the stack varies from 2.5 m to 3 m. Total height of the furnace varies from 26 m to 36 m. Effective height of the furnace exclude the height of the upper cylindrical portion of the stack and is usually in the range of 23 m to 33.5 m.
Angles of slope made by stack with the belly and made by the bosh with the belly are important parameters and usually varies in the ranges of 82.5 to 85.5 degrees and 79.2 to 80.5 degrees respectively.
The effective height of the furnace is dependent on the quality (strength) of coke which is available. The BF height of 33.5 m is almost its practical limit considering normal strength of the coke available. Hence any increase in the effective volume is to be achieved through the increase in the cross sectional dimension of the furnace keeping the furnace height practically the same. This means reduction in the ratio of total height to the belly diameter. This also means decreased angle of slope made by the stack and the belly. The angle of slope made by the stack and the belly can be reduced to the extent that it does not obstruct the linear expansion of the burden material with the increase in the temperature.
Also the cross sectional area of the hearth is dependent on the intensity of carbon combustion. This is the carbon contained in the coke (both BF coke and nut coke) and auxiliary fuel and is determined by the carbon content of the total per day fuel input to the furnace divided by the furnace volume.
With the increase in the furnace diameter, there need to be corresponding increase in the hot blast pressure for ensuring centre working of the furnace. This necessitates higher pressure at the furnace top in order to maintain a reasonable pressure differential in the furnace for smooth movement of the burden.
Number of tuyeres in the BF is normally twice the diameter of the hearth in the lower end of the mid size furnace and as the furnace volume increases it exceeds and is more than two times the hearth diameter.
The design profile of a few Russian blast furnaces are given in Fig 1.
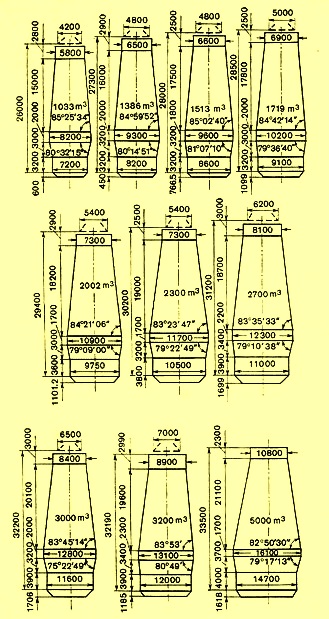
Fig 1 Design profiles of Russian blast furnaces
Characteristics of BF zones
The characteristics of different zones of the BF are important and are to be considered while designing the BF. These characteristics are described below.
- Dead man zone – High temperatures and pressures from the liquid smelted products and the furnace gases
- Hearth zone – High ambient temperatures, continuous movement of the liquid smelted products, chemical activity from the products, pressure and chemical activity from the gases, entry of moisture into the hearth
- Bottom part of the bosh zone – High ambient temperatures, continuous movement of the charge materials, gases, slags, and liquid iron , chemical activity from the slags, pressure from the charge and the gases
- Top part of the bosh zone – Continuous movement of the charge materials and gases, action of zinc (Zn) and compounds of alkali metals, and high temperatures
- Bottom half of the stack zone – Continuous movement of the charge materials and gases, action of Zn, compounds of alkali metals, and high temperatures
- Top half of the stack zone – Continuous movement of the gases and charge materials, action of sooty carbon and Zn.
The design of the BF refractories is to take care these conditions existing in the different zone of the BF.
The hot blast enters the furnace near the boundary between the hearth and the bosh and forms a zone in which the coke in the charge undergoes combustion. The combustion of the carbon of the coke takes place within a limited volume of the hearth. Most of the heat that is generated by this process at its most intensive stage is concentrated near the walls of the furnace. The temperatures in the region below the coke combustion zone are 1500 deg C to 1650 deg C at the periphery of the furnace and the relation to the amount of liquid iron and slag that has accumulated in this part of the furnace and the amount of time taken for its transit is an important characteristic. However, this temperature is somewhat lower at the periphery than in the centre of the furnace, due to the cooling effect of the bottom.
The gases that leave the tuyere region of the hearth have a temperature up to 2000 deg C, while the descending materials above and below the bosh are at around 500 deg C or even less. This difference is the reason for the intensive heat transfer that takes place in this region, and it is accompanied by abrupt changes in temperature. Such intensive heating is not possible in the top part of the bosh region and the shaft, since all the available energy is used on direct reduction. As a result, temperature in the height direction changes relatively little in the lower part of the shaft compared to the bosh. The upper region in which intensive heating occurs is in the bottom part of the cylindrical top of the furnace and above the shaft. The materials charged into the furnace have a temperature of around 30 deg C, while the gases rising in the furnace counter to these materials motion have a temperature that is many times greater.
In both the hearth and the other parts of the blast furnace, gas temperature decreases 100 deg C to 250 deg C going from the walls to the centre portion of the furnace.
Increasing the horizontal dimensions of the furnace in the hearth and bosh displaces the maximum of gas velocity toward the furnace centre and thus lowers gas velocity in the peripheral region. As a result, the temperature of this region decreases along with the effect of the hearth gases on the lining.
Further for the blast furnace to produce smoothly, the design and productivity of the peripheral equipment and facilities are to match the requirement of the blast furnace and are to integrated with it. The major peripheral equipment and facilities include BF burden material handling, supply and charging facilities, air blower and hot blast stoves for supply of hot blast at appropriate temperature and pressure, facilities for handling BF gas and its cleaning, cast house for evacuation of hot metal and liquid slag, hot metal handling facilities, liquid slag granulation and handling of granulated slag, water treatment facilities.

Leave a Comment