Basics of Rolling of Steel
Basics of Rolling of Steel
Liquid steel is usually cast in continuous casting machines in the shape of billets, blooms, or slabs. In some plants, it is also being cast in continuous casting machines in the shape of thin slabs or dog bone sections. These shapes are processed by hot rolling by passing them through plain or grooved cylindrical rotating rolls to produce plates, sheets, rods, structural sections, and tubes etc.
Rolling process is one of the most important and widely used industrial metal forming operations. It provides high production and close control of the final product. It was developed in late 1500s. It accounts for 90 % of all metals produced by metal working processes.
Rolling of steel is a metal forming process in which steel is passed through a pair of rotating rolls for plastic deformation of the steel. Plastic deformation is caused by the compressive forces applied through the rotating rolls. High compressive stresses are as a result of the friction between the rolls and the steel stock surface. The steel material gets squeezed between the pair of rolls, as a result of which the thickness gets reduced and the length gets increased. Rolling is classified according to the temperature of the steel rolled. If the temperature of the steel is above its recrystallization temperature, then the process is termed as hot rolling. If the temperature of the steel is below its recrystallization temperature, the process is termed as cold rolling.
The rolls run on massive neck bearings mounted in housings of enormous strength and driven by powerful electric motors. These are known as mill stands. A rolling mill stand contains two or more rolls for plastic deformation of steel between rotating rolls. It basically consists of (i) rolls, (ii) bearings, (iii) a housing for containing these parts, (iv) a gear box, (v) a drive (motor) for applying power to the rolls, (vi) speed control devices for controlling the speed, and (vii) hydraulic systems. The rolling mill stand requires very rigid construction and large motors to supply enough power. There are several types of rolling mill stands as given below.
- Two- high stand – It is the basic type of rolling mill stand in which two opposing rolls are used. The stand has non reversing rolls rotating in same direction. Therefore, the work piece cannot be fed from the other side. Two-high stand can be either a horizontal stand or a vertical stand. Horizontal stand has both the rolls horizontal while the vertical stand has both the rolls vertical.
- Two-high pullover stand – The rolling steel stock is returned to the entrance for further reduction.
- Two-high stand, reversing – The work can be passed back and forth through the rolls by reversing their direction of rotation. Such mills increase the productivity.
- Three-high stand – It consists of three rolls. The upper and lower rolls are driven while the middle roll rotates by friction. First rolling takes place in one direction between lower and middle pair of rolls. Next the work is reversed in direction and fed through the middle and top pair of rolls. This improves the productivity.
- Four-high stand – It has small diameter rolls (less strength and rigidity) are supported by larger-diameter backup rolls. Rolling power is directly proportional to roll diameter. Smaller diameter rolls can therefore reduce power input. Strength of small diameter rolls is poor. Therefore, rolls may bend. As a result, larger diameter backup rolls are used for supporting the smaller rolls. Thin sections can be rolled using smaller diameter rolls.
- Universal mill stand – This stand has two horizontal rolls and two vertical rolls. Vertical rolls are used to control the width of the work simultaneously.
- Cluster mill or Sendzimir mill stand – In this rolling mill stand, each of the work rolls is supported by two backing rolls. Cluster mill and Sendzimir mill are used for rolling thin strips of high strength materials and foils [0.0025 mm thick]. The work roll in these mills can be as small as 6 mm diameter – made of tungsten carbide.
- Planetary mill – It consists of a pair of heavy backing rolls surrounded by a large number of planetary rolls. Each planetary roll gives an almost constant reduction to the slab as it sweeps out a circular path between the backing rolls and the slab. As each pair of planetary rolls ceases to have contact with the work piece, another pair of rolls makes contact and repeat that reduction. The overall reduction is the summation of a series of small reductions by each pair of rolls. Therefore, the planetary mill can hot reduce a slab directly to strip in one pass through the mill. The operation requires feed rolls to introduce the slab into the mill, and a pair of planishing rolls on the exit to improve the surface finish.
A continuous rolling mill has a series of rolling mill stands arranged in succession so as to increase productivity. The steel stock moves at different velocities at each stand in the mill.
In a broader sense, a rolling mill is an automatic system or line of roll stands along with a series of equipments that performs both rolling and auxiliary operations: transport of the original billet/bloom/slab from the stock to the heating furnaces and the mill rolls, transfer of the rolled material from one roll stand to another, turning or twisting in case of some mills, transport of the metal after rolling, cutting, cooling the rolled material on cooling bed in some mills, marking or stamping, trimming, packing, and conveyance to the stock of finished product. In some mills (e.g. hot strip mill, wire rod mill, merchant mill, and cold rolling mill), the rolled product is coiled in a coiler or a wind up reel.
Mostly, rolling is done at high temperature, called hot rolling, because of requirement of large deformations. Hot rolling results in residual stress-free product. However, scaling is a major issue during hot rolling, due to which dimensional accuracy is difficult to maintain.
Cold rolling of hot rolled steel is important, due to high accuracy and lack of oxide scaling. It is carried out below the recrystallization temperature and introduces work hardening. The starting material for cold-rolled steel sheet is pickled hot-rolled coil from the continuous hot-strip mill. The total reduction achieved by cold-rolling generally will vary from about 50 % to 90 %. The reduction in each stand is to be distributed uniformly without falling much below the maximum reduction for each pass. Generally the lowest percentage reduction is taken place in the last pass to permit better control of flatness, gauge, and surface finish.
Rolling is classified according to the temperature of work piece rolled. If the temperature of the steel is above its recrystallization temperature, then the process is termed as hot rolling. For hot working processes, large deformation can be successively repeated, as the steel remains soft and ductile. The steel stock is subjected to high compressive stresses as a result of the friction between the rolls and the steel surface. Rolling involves passing the material between two rolls revolving more or less at the same peripheral speed but in opposite directions, i.e., clockwise and counterclockwise. The distance between them is spaced, which is somewhat less than the height of the steel stock entering them. These rolls can either be flat or grooved (contoured) for the hot rolling of rods or shapes. Under these conditions, the rolls grip the piece of steel and deliver it, reduced in cross-sectional area and therefore, increased in length.
The initial hot-working operation for most steel products is done on the primary roughing mill. The objective is to breakdown to reduce the cross section of rolling stock for subsequent finishing into bars, strip, plate or a number of rolled sections. The cast blooms, slabs or billets are heated initially at 1100 deg C to 1300 deg C. In hot-rolling of steel, the temperature in the ultimate finishing stand varies from 850 deg C to 900 deg C, and is always above the upper critical temperature of steel. Steel is squeezed between rolls until the final thickness and shapes are achieved. To achieve this, rolls exert forces of thousands of tons.
The layout of a rolling mill varies, from a simple single stand mill to several stands positioned either side by side or in a line. A mechanism, commonly called a roller table, directs the work piece to the rolls, and another roller table for handling the pieces emerging out of the roll. The table in front of the rolls forces the steel against the rolls which grip and pull the steel between them. Steel is, thus, reduced to a thickness equal to the distance between the rolls, and if the rolls are grooved it is shaped according to the groove design. Hot rolling permits large deformations of the steel to be achieved with a small number of rolling cycles.
Hot rolling takes place in a number of steps and draughting / reduction is given in every stage. The ultimate draught is at a temperature above the recrystallization or phase change temperature. Accordingly the cold stock is heated to a much higher temperature than the recrystallization temperature. Therefore, the ultimate temperature to which the work piece depends on the amount of total draught, the number of steps where the draughting is provided and the composition of the steel stock.
The objective of a rolling mill is to decrease the thickness of the steel with an increase in length and with little increase in width. The material in the centre of the rolling stock is constrained in the direction across the width of the sheet and the constraints of under formed shoulders of material on each side of the rolls prevent extension of the rolling stock in the width direction. This condition is known as plane strain. The material therefore gets longer and not wider.
Factors influencing mechanics of rolling
The main factors which influence the mechanics of rolling are given below.
- The diameter of the rolls
- Amount of reduction in one pass
- The initial thickness of the material to be rolled
- The speed of rolling which decides the strain rate
- The front and back tensions
- The nature of friction between the rolls and the steel being rolled
- The temperature range of the steel material and the rolls
- The physical properties of the steel material being rolled
- The shape of the roll contour of roll pass in which the steel material being deformed
- The mill behaviour under load
- The effect of previous treatment of the material resulting in work hardening or other effects
- The elastic deformation of rolls under load
- The deformation resistance of the metal as influenced by metallurgy, temperature and strain rate.
- The state of anisotropy of the material
- The aspect ratio, or the ratio of the width of the rolling stock to the initial thickness
The above parameters may singly or jointly, in combinations of two or more, generate secondary parameters and phenomena more directly related to and commonly associated with the rolling process. Roll pressure, torque, work and power are influenced by these factors. Major of these parameters are given below.
- Coefficient of draught, absolute draught and relative draught, which are established by the initial draught, which are established by the initial and final mean thicknesses of the rolling stock.
- Slip which is characterized by the difference of the linear speed of the rolling stock and the peripheral speed of the rolls. Neutral angle is determined by the point of no slip.
- Spread is the difference in width of the exit material as compared to the ingoing rolling stock.
- Coefficient of elongation is dependent on the relative values of the draught and spread.
- Roll bite which is a function of draught, roll diameter, coefficient of friction and ingoing thickness.
Fundamental concept of rolling
Fundamental concept of rolling of steel is given below.
- The arc of contact between the rolls and the steel is a part of a circle.
- The coefficient of friction is constant in theory, but in reality it varies along the arc of contact.
- The steel material is considered to deform plastically during rolling.
- The volume of stock being rolled is constant before and after rolling. However, practically the volume might decrease a little bit due to close-up of pores.
- The velocity of the rolls is assumed to be constant.
- The steel stock only extends in the rolling direction and no extension in the width of the material.
- The cross sectional area normal to the rolling direction is not distorted.
With the exception of cold rolling with strip tension, it is the external friction, or the friction between the surface of the rolls and the material rolled, is the fundamental factor in the reduction of steel material by rolling. It is the force which draws the material between rolls, and is what marks the basic difference between rolling and drawing. Friction greatly affects the magnitude and distribution of pressure acting between the rolls and the material, and consequently, affects the power required for the reduction of the material. It also controls the amount of reduction that is possible to take. Normally, the higher the co efficient of friction, the greater is the possible draught. Depending on the conditions under which the steel material moves into the roll gap, the following two situations can occur.
- The steel is gripped by the rolls and pulls along into the roll gap.
- The steel slips over the roll surface, is not gripped and rolling does not take place.
The magnitude of the frictional force depends on the condition of the surfaces in contact and increases with increasing roughness, on the relative velocity between the rolls and the roll pressure exerted.
The following are the strategies to reduce roll force.
- Reducing friction at the roll-work piece interface
- Using smaller diameter rolls to reduce the contact area
- Taking smaller reductions per pass to reduce the contact area
- Rolling at elevated temperatures to lower the strength of the material
- Applying front and/or back tensions to the rolled stock
When the wrought or cast steel product gets hot rolled, the grain structure, which is coarse grained, becomes finer in size, but elongated along the direction of rolling. This type of textured grain structure causes directional property [anisotropy] for the rolled product. In order to refine the grains, heat treatment is performed immediately after rolling, which results in recrystallization after rolling.
Types of rolling mills
There are different types of rolling mills. These are given below.
- Continuous rolling mill
- Reversing rolling mill
- Transverse rolling mill – Uses circular wedge rolls. The heated bar is cropped to length and fed in transversely between rolls. Rolls revolve in one direction in the mill.
- Shaped rolling or section rolling mill – Shaped rolling mills are bar mill, merchant mill, wire rod mill, structural mill, beam mill, and rail mill.
- Ring rolling mill – In this mill the donut shape preform is placed between a free turning inside roll and a driven outside roll. The ring mill makes the section thinner while increasing the ring diameter.
- Powder rolling mill – Metal powder is introduced between the rolls and compacted into a ‘green strip’, which is subsequently sintered and subjected to further hot-working and/or cold working and annealing cycles.
- Thin slab casting and rolling mill – This is used for the production of hot strips. Liquid steel is cast in thin slabs (thickness 50 mm to 80 mm) which are rolled in finishing mill of hot strip mill after temperature equalization in a furnace.
- Thread rolling mill – In this mill dies are pressed against the surface of cylindrical blank. As the blank rolls against the in-feeding die faces, the material is displaced to form the roots of the thread, and the displaced material flows radially outward to form the thread’s crest.
Forces and geometrical relationships in rolling
A steel sheet with a thickness ho enters the rolls at the entrance plane xx with a velocity vo. It passes through the roll gap and leaves the exit plane yy with a reduced thickness hf and at a velocity vf. Given that there is no increase in width, the vertical compression of the steel is translated into an elongation in the rolling direction. Since there is no change in steel volume at a given point per unit time throughout the process, therefore
bxhoxvo = bxhfxvf = bxhxv
Where b is the width of the sheet v is the velocity at any thickness h intermediate between ho and hf.
Fig 1 shows the geometric relationship and forces during rolling.
At only one point along the surface of contact between the roll and the sheet, two forces act on the steel namely (i) a radial force Pr, and (ii) a tangential frictional force F. Between the entrance plane (xx) and the neutral point the sheet is moving slower than the roll surface, and the tangential frictional force, F, act in the direction (see Fig 1) to draw the steel into the roll. On the exit side (yy) of the neutral point, the sheet moves faster than the roll surface. The direction of the frictional force is then reversed and opposes the delivery of the sheet from the rolls.
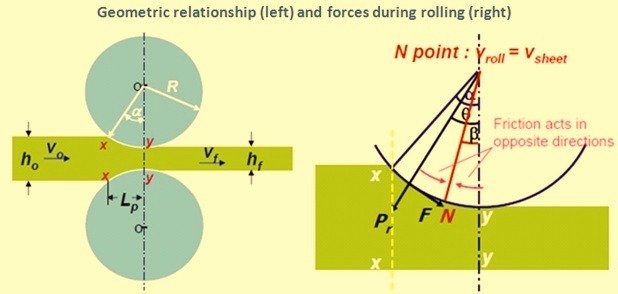
Fig 1 Geometric relationship and forces during rolling
Salient points about rolling
The following are the salient points in the rolling of steel.
- Rolling is the most extensively used steel metal forming process and its share is roughly 90 %
- The material to be rolled is drawn by means of friction into the two revolving roll gap
- The compressive forces applied by the rolls reduce the thickness of the material or changes its cross sectional area
- The geometry of the product depend on the contour of the roll gap
- Roll materials are cast iron, cast steel and forged steel because of high strength and wear resistance requirements
- Hot rolling mill rolls are generally rough so that they can bite the work, and cold rolling mill rolls are ground and polished for good finish
- In rolling the grains get elongated in the rolling direction. In cold rolling crystal more or less retain the elongated shape but in hot rolling they start reforming after coming out from the deformation zone
- The peripheral velocity of rolls at entry exceeds that of the strip, which is dragged in if the interface friction is high enough.
- In the deformation zone the thickness of the steel stock gets reduced and it elongates. This increases the linear speed of the rolled steel at the exit.
- Thus there exists a neutral point where roll speed and strip speeds are equal. At this point the direction of the friction reverses.
- When the angle of contact exceeds the friction angle the rolls cannot draw fresh strip
- Roll torque, power etc. increase with increase in roll work contact length or roll radius

Leave a Comment