Bar, Rod and Wire Drawing
Bar, Rod and Wire Drawing
Drawing is a metal working process that forms steel work piece by reducing its cross section. This is accomplished by forcing the work piece through a die of smaller cross sectional area than the work piece. In the process of drawing the work piece is pulled through the die by means of a tensile force applied at the exit end of the die. When steel work piece is drawn, it is drawn at room temperature. At that point, it is being cold worked or cold forged. Due to the cold working during drawing, geometric and mechanical characteristics of the steel material gets changed, transverse dimensions get reduced (e.g. diameter) and length get increased with no change in volume (waste free processing). As a result of plastic deformation in the drawing die, steel material gets also strengthened which means an increase in strength properties and decrease in plastic properties. Deformation in drawing is influenced by a number of factors, out of which chemistry, strength of material, temperature, approach angle, lubrication, drawing speed, co efficient of friction, die life and wear, and reduction of area are the most significant.
Wire drawing is primarily the same as bar drawing except that it involves smaller diameter material that can be coiled. It is generally performed as a continuous operation on the draw bench. The process of wire drawing has changed very little over the years. It uses a combination of a die and/or a series of dies to draw wire to a selected gauge.
The principle of the process is shown in Fig 1.
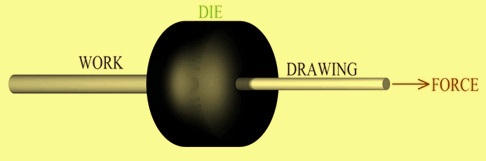 Fig 1 Drawing process principle
Fig 1 Drawing process principle
The drawing process has the following objectives
- Manufacturing drawn products in the form of bars or wires to a very specific and precise cross sectional dimensions.
- Improving the finished surface and removing scale from the rod or bar. Obtaining a smooth bright surface.
- Improving tensile strength and getting specific mechanical properties in the finished steel material
- Providing more consistent round shape to the finished steel material.
Process of drawing
The process of drawing has the following three steps
Preliminary operations – During preliminary operations initially the surface cleaning of the bar or rod from scales which are due to the earlier metallurgical processes like rolling or heat treatment etc., is carried out. The usual method is the mechanical cleaning, so called shot blasting consisting of scale removal with steel abrasives. In this technology material is hit by steel abrasives shot with high energy. This is done in specialized machines, so called shot blasting machines. The shot-blasting machines are equipped with highly effective ventilation systems preventing penetration of scales to the atmosphere. Shot blasting is an environmentally friendly method. Surface cleaning can also be done by acid pickling, rinsing, and drying. However this normally not preferred since any remaining acid on the raw material is to be neutralized by immersing it in a lime bath. The process is also not environmental friendly.
After the scale removal, the diameter reduction of the head end is done by pointing or forcing through. It is necessary to point the end to begin drawing in order to insert material into the die and to grasp it by pulling-in dog of the drawing bench. End pointing can be done e.g. by machining, push broaching in a horizontal hydraulic press or rolling. Pointed ends are cut off after drawing.
The preliminary straightening of bar and rod is then carried out. This is usually done by roller or cylindrical straightening machines.
Drawing process – Depending on the input material and deployed equipment the drawing process can be performed – bar to bar, bar to rod, wire rod to bar or wire rod to wire in a coil.
The pointed bar or wire rod is pulled through the die. As the drawn material is pulled through the die, its volume remains the same, so as the diameter decreases, the length increases. Usually the bar or wire rod require more than one draw, through successively smaller dies, to reach the desired size. The American wire gauge scale is based on this. This can be done on a small scale with a draw plate, or on a large commercial scale using automated machinery. The process of wire drawing changes material properties due to cold working. The area reduction in small wires is generally 15 % to 25 % and in larger wires is 20 % to 45 %. The exact die sequence for a particular job is a function of area reduction, input wire size and output wire size. As the area reduction changes, so does the die sequence.
Very fine wires are usually drawn in bundles. In a bundle, the wires are separated by a metal with similar properties, but with lower chemical resistance so that it can be removed after drawing. If the reduction in area is greater than 50 %, the process usually require an intermediate step of annealing before it can be redrawn.
Single block wire drawing machines include means for holding the dies accurately in position and for drawing the wire steadily through the holes. The usual design consists of a cast iron bench or table having a bracket standing up to hold the die, and a vertical drum which rotates and by coiling the wire around its surface pulls it through the die, the coil of wire being stored upon another drum or ‘swift’ which lies behind the die and reels off the wire as fast as required. The wire drum or ‘block’ is provided with means for rapidly coupling or uncoupling it to its vertical shaft, so that the motion of the wire may be stopped or started instantly. The block is also tapered, so that the coil of wire may be easily slipped off upwards when finished. Before the wire can be attached to the block, a sufficient length of it must be pulled through the die; this is effected by a pair of gripping pincers on the end of a chain which is wound around a revolving drum, so drawing the wire until enough can be coiled two or three times on the block, where the end is secured by a small screw clamp or vice. When the wire is on the block, it is set in motion and the wire is drawn steadily through the die; it is very important that the block rotates evenly and that it runs true and pulls the wire at a constant velocity, otherwise ‘snatching’ occurs which will weaken or even break the wire. The speeds at which wire is drawn vary greatly, according to the material and the amount of reduction.
Machines with continuous blocks differ from single block machines by having a series of dies through which the wire is drawn in a continuous fashion. Due to the elongation and slips, the speed of the wire changes after each successive redraw. This increased speed is accommodated by having a different rotation speed for each block. One of these machines may contain 3 to 12 dies. The operation of threading the wire through all the dies and around the blocks is termed ‘stringing-up’. The arrangements for lubrication include a pump which floods the dies, and in many cases also the bottom portions of the blocks run in lubricant.
Often intermediate anneals are required to counter the effects of cold working, and to allow further drawing. A final anneal may also be used on the finished product to maximize ductility and electrical conductivity.
Finishing operations – Finishing operations include cutting and cropping, straightening, finishing ends like chamfering, inspection like NDT etc., anti corrosion protection, and packing and dispatching.
Lubrication
Proper lubrication is essential in drawing, in order to improve die life, reduce drawing forces and temperature, and improve surface finish. The following are different methods of lubrication.
- Wet drawing – The dies and wire or rod are completely immersed in lubricant
- Dry drawing – The wire or rod passes through a container of lubricant which coats the surface of the wire or rod
- Metal coating – The wire or rod is coated with a soft metal which acts as a solid lubricant
- Ultrasonic vibration – The dies and mandrels are vibrated, which helps to reduce forces and allow larger reductions per pass
Various lubricants, such as oil, are employed. Another lubrication method is to immerse the wire in a copper sulphate solution, such that a film of copper is deposited which forms a kind of lubricant. In some classes of wire the copper is left after the final drawing to serve as a preventive of rust or to allow easy soldering.
Drawing dies
Drawing dies are typically made of tool steel, tungsten carbide, or diamond, with tungsten carbide and manufactured diamond being the most common. For drawing very fine wire a single crystal diamond die is used. For steel wire drawing, a tungsten carbide die is used. The dies are placed in a steel casing, which backs the die and allow for easy die changes. Die angles usually range from 6 deg to 15 deg and each die has at least 2 different angles: the entering angle and approach angle. Wire dies usually are used with power as to pull the wire through them. There are coils of wire on either end of the die which pull and roll up the wire with a reduced diameter. Fig 2 gives typical cross section of drawing dies in steel casing.
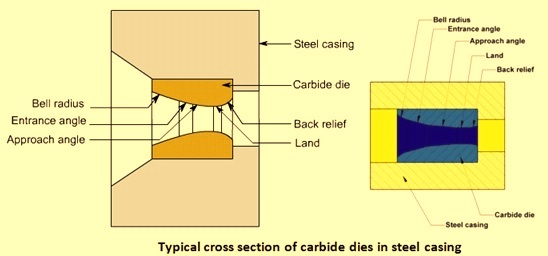
Fig 2 Cross section of drawing dies
Drawing equipment and use of drawn wires
There are several types of drawing machines. These have been grouped as follows.
- Drawing frames
- Bull blocks and motor block
- Multiple drawing machines
- Fine wire machines
- Turk’s head shaped wire drawing machines
- Draw benches.
The auxiliary equipments to be attached with wire drawing machines consist of pay off reels, safety stop, welders, pointer, straightening and cutting machines, rotary straighteners, and roll straighteners etc.
Drawn wire is in many applications beyond what we normally would think like electrical wire and TV cables. For example, springs of any kind are made of drawn wire; as well as re-bar used for construction world-wide. Paper clips and staples are made from thin drawn wire. Spokes on wheels, wire brushes, metal handles are made from drawn wire as well. There are literally thousands of finished products that rely on drawn wire. To satisfy this ever growing need, many millions of kilometers of wire are drawn by metal working companies annually. For this reason wire drawing is an extremely cost sensitive and competitive market. In turn, the companies that make wire drawing equipment and the process equipment around the world are very much in tune to the improvement in the productivity and the efficiency of the equipment.

Leave a Comment