Developments of Steelmaking Processes
Developments of Steelmaking Processes
The earliest known production of steel are pieces of ironware excavated from an archaeological site in Anatolia and are nearly 4,000 years old, dating from 1800 BCE (before common era). Horace identified steel weapons like the falcata in the Iberian Peninsula, while Noric steel was used by the Roman army.
The reputation of ‘Seric iron’ of South India (wootz steel) amongst the Greeks, Romans, Egyptians, East Africans, Chinese and the Middle East grew considerably. South Indian and Mediterranean sources including Alexander the Great (3rd century BCE) recount the presentation and export to the Greeks of such steel. Metal production sites in Sri Lanka employed wind furnaces driven by the monsoon winds, capable of producing high-carbon (C) steel. Large-scale wootz steel production in Tamilakam using crucibles and C sources such as the plant Avaram occurred by the sixth century BCE, the pioneering precursor to modern steel production and metallurgy. Steel was produced in large quantities in Sparta around 650 BCE.
The Chinese of the Warring states period (403 BCE to 221 BCE) had quenched hardened steel, while Chinese of the Han dynasty (202 BCE to 220 CE) created steel by melting together wrought iron with cast iron, gaining an ultimate product of a carbon-intermediate steel by the 1st century CE (common era). The Haya people of East Africa invented a type of furnace they used to make C steel at 1,800 deg C nearly 2,000 years ago. East African steel has been suggested by Richard Hooker to date back to 1400 BCE.
Evidence of the earliest production of high C steel in the Indian subcontinent is found in Kodumanal in Tamilnadu, Golkonda in Telengana, and Karnataka and in Samanalawewa areas of Sri Lanka. This steel known as wootz steel, produced by about sixth century BCE was exported globally. The steel technology existed prior to 326 BCE in the region as they are mentioned in literature of Sangam Tamil, Arabic and Latin as the finest steel (called Seric iron) in the world exported to the Romans, Egyptian, Chinese and Arabs worlds at that time. Since the technology was acquired from South India, the origin of steel technology in India can be conservatively estimated at 500 BCE to 400 BCE.
Wootz, also known as Damascus steel, is famous for its durability and ability to hold an edge. As known from the writings of Zosimos of Panopolis, this steel was originally created from a number of different materials including various trace elements. However, the steel was an old technology in India when King Porus presented a steel sword to the emperor Alexander in 326 BCE. It was essentially a complicated alloy with iron as its main component. Recent studies have suggested that carbon nanotubes were included in its structure, which might explain some of its legendary qualities, though given the technology of that time, such qualities were produced by chance rather than by design. Natural wind was used where the soil containing iron was heated by the use of wood. The ancient Sinhalese managed to extract a ton of steel for every 2 tons of soil, a remarkable feat at the time. One such furnace was found in Samanalawewa and archaeologists were able to produce steel as the ancients did.
Various methods were used to produce steel in Indian sub-continent. According to Islamic texts such as al-Tarsusi and Abu Rayhan Biruni, three methods are described for indirect production of steel. The medieval Islamic historian Abu Rayhan Biruni (973 CE to 1050 CE) provides the earliest reference of the production of Damascus steel. He describes only three methods for producing steel. The first two methods have a long history in Central Asia and in the Indian subcontinent while the third is exclusive to South Asia. These three methods are generally considered to have originated from the Indian subcontinent. The first method and the most common traditional method is solid state carburization of wrought iron. This is a diffusion process in which wrought iron is packed in crucibles or a hearth with charcoal, then heated to promote diffusion of C into the iron to produce steel. Carburization is the basis for the wootz process of steel (a kind of cementation process). The second method is the decarburization of cast iron by removing C from the cast iron (a kind of crucible process). Another indirect method uses wrought iron and cast iron. In this process, wrought iron and cast iron may be heated together in a crucible to produce steel by fusion. In regard to this method Abu Rayhan Biruni states: “this was the method used in Hearth”.
Variations of co-fusion process have been found preliminary in Persia and Central Asia but have also been found in Hyderabad, India. For the C, a variety of organic materials are specified by the contemporary Islamic authorities, including pomegranate rinds, acorns, fruit skins like orange peel, leaves as well as the white of egg and shells. Slivers of wood are mentioned in some of the Indian sources, but significantly none of the sources mention charcoal.
Crucible steel, formed by slowly heating and cooling pure iron and C (typically in the form of charcoal) in a crucible, was produced in Merv by the 9th to 10th century CE. In the 11th century, there is evidence of the production of steel in Song China using two techniques namely (i) a “berganesque” method that produced inferior, inhomogeneous, steel, and (ii) a precursor to the Bessemer process that used partial de-carbonization via repeated forging under a cold blast.
The production of steel by the cementation process was described in a treatise published in Prague in 1574 and was in use in Nuremberg from 1601.
Cementation process of making steel
The cementation process is an obsolete method of making steel by carburization of iron. Unlike modern steelmaking, it increased the amount of C in the iron. It was apparently developed before the 17th century. Derwentcote steel furnace, built in 1720, is the earliest surviving example of a cementation furnace. Two cementation furnaces which certainly existed in the early 16th century have been excavated in England.
The process begins with wrought iron and charcoal. It used one or more long stone pots inside a furnace. Typically, each was 14 feet (4.27 m) by 4 feet (1.22 m) and 3.5 feet (1.07 m) deep. Iron bars and charcoal are packed in alternating layers, with a top layer of charcoal and then refractory matter to make the pot airtight. Some manufacturers used a mix of powdered charcoal, soot and mineral salts, called cement powder. In larger works, up to 16 tons of iron was treated in each cycle.
Standard wrought iron bars were placed in the cementation furnace for conversion into cementation or blister steel. The furnace was constructed from sandstone in the form of a large chest with a lid and was loaded with the iron bars placed in layers inter spaced with large quantities of high quality charcoal. When fully loaded, the lid was put in place and mortar use to seal the chest. Heating was applied from a fire below the furnace where a coal fire was maintained from a pit. Heat was maintained for up to a week and a further week was taken for the chest to cool before being opened, emptied, and reloaded.
The common design for cementation furnaces had two chests side by side with a fire hole in the centre of the two and the whole lot contained within a bottle shaped structure, similar to ‘glass cones’ and ‘pottery kilns’, that sheltered the furnaces from the weather and acted as a chimney. The placing of two furnace chest together would allow the one fire to heat the first chest while the second was cooling and being reloaded.
During the long slow heating C from the charcoal was absorbed into the iron bars. When removed from the furnace, the steel had a blistered appearance (thus the alternative name). These blisters contained steel with a high C content while the centre of the bars were still wrought iron with very little C, thus blister steel was of little if any use until it had been processed further.
The blister steel was heated and forged under a hammer such that the bar was folded over on its self. This resulted in ‘Shear Steel’, a second round of folding and hammering produced steel known as ‘double shear’, a better quality produce, further rounds of folding and hammering produced still higher grades of steel. A plan and elevation view of a typical cementation furnace is at Fig 1.
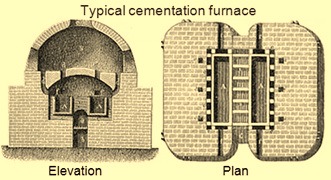
Fig 1 Typical view of a cementation furnace
Crucible steel
Crucible steel is a term that applies to steel made by two different methods in the modern era, although it has been produced in varying locales throughout history. It is made by melting iron and other materials in a crucible and pouring the molten liquid into a mould. Crucible steel was produced in South and Central Asia during the medieval era. Techniques for production of high quality steel were developed by Benjamin Huntsman in England in the 18th century. His process used iron and steel as raw materials. The homogeneous crystal structure of this cast steel improved its strength and hardness compared to preceding forms of steel.
Crucible steel is generally attributed to production centres in India and Sri Lanka where it was produced using the wootz process, and it is assumed that its appearance in other locations was due to long distance trade. Only recently it has become apparent that places in Central Asia like Merv in Turkmenistan and Akhsiket in Uzbekistan were important centres of production of crucible steel. The Central Asian finds are all from excavations and date from the 8th to 12th centuries CE, while the Indian/Sri Lankan material is as early as 300 BCE. In addition, India’s iron ore had trace vanadium (V) and other rare earths leading to increased hardenability in Indian crucible steel which was famous throughout the middle-east for its ability to retain an edge.
While crucible steel is more attributed to the Middle East in early times, there have been swords discovered in Europe, particularly in Scandinavia. The swords in question have the ambiguous name etched into it, ‘Ulberht’. These swords actually date in a 200-year period from the 9th century to the early 11th century. It is speculated by many that the process of making the blades originated in the Middle East and subsequently been traded during the ‘Volga trade route’ days.
In the first centuries of the Islamic period, there appear some scientific studies on swords and steel. The best known of these are by Jabir ibn Ayyan (8th century), al-Kindi (9th century), Abu Rayhan Biruni (early 11th century), Murda al Tarsusi (late 12th century), and Fakhr-i-Mudabbir (13th century). Any of these contains far more information about Indian and damascene steels than appears in the entire literature of classical Greece and Rome.
Benjamin Huntsman was a clockmaker in search of better steel for clock springs. He began producing steel in 1740 after years of experimenting in secret. Huntsman’s system used a coke-fired furnace capable of reaching 1,600 deg C, into which up to twelve clay crucibles, each capable of holding about 15 kg of iron, were placed. When the crucibles or ‘pots’ were white-hot, they were charged with lumps of blister steel, an alloy of iron and C produced by the cementation process, and a flux to help remove impurities. The pots were removed after about 3 hours in the furnace, impurities in the form of slag skimmed off, and the liquid steel poured into moulds to end up as cast ingots. Complete melting of the steel produced a highly uniform crystal structure upon cooling, which gave the metal increased tensile strength and hardness compared to other steels being made at the time.
The steel was produced in specialized workshops called ‘crucible furnaces’ in Sheffield, England, which consisted of a workshop at ground level and a subterranean cellar. The furnace buildings varied in size and architectural style, growing in size towards the latter part of the 19th century as technological developments enabled multiple pots to be ‘fired’ at once, using gas as a heating fuel. Each workshop had a series of standard features, such as rows of melting holes, teeming pits, roof vents, rows of shelving for the crucible pots and annealing furnaces to prepare each pot before firing. Ancillary rooms for weighing each charge and for the manufacture of the clay crucibles were either attached to the workshop, or located within the cellar complex. The steel, originally intended for making clock springs, was later used in other applications such as scissors, axes and swords.
In another method, developed in the United States in the 1880s, iron and C were melted together directly to produce crucible steel. Throughout the 19th century and into the 1920s a large amount of crucible steel was directed into the production of cutting tools, where it was called tool steel.
The crucible process continued to be used for specialty steels, but is obsolete today.
Another form of crucible steel was developed in 1837 by the Russian engineer, Pavel Anosov. His technique relied less on the heating and cooling, and more on the quenching process of rapidly cooling the liquid steel when the right crystal structure had formed within. He called his steel ‘bulat’. The secret of the process died with him. In the United States crucible steel was pioneered by William Metcalf. While crucible steel was very high quality, it was also expensive; however a sign of the quality was the use of crucible steel into the 1950s for specialist uses.
The Bessemer process brought about the end of crucible steel for the less critical uses.
The Bessemer process and modern steelmaking
The history of modern steelmaking began in the 19th century, when Reaumur of France in 1772, Kelly of the United States in 1850 and Bessemer of Britain in 1856 discovered how to improve on pig iron by controlling the carbon content of iron alloys, which thus truly become steels. While Reaumur, a chemist, was driven by scientific curiosity, but Kerry and Bessemer being engineers, were responding to the need for larger quantities and better qualities of steel which the industrial revolution, with its looms, steam engines, machines and railroads, had created. This had started a dialectical relationship between science and technology and the basic concepts of refining hot metal (pig iron) by oxidizing C in a liquid bath were invented at that time.
The growth of railroads during the 19th century in both Europe and America put great pressure on the iron and steel industry, which still struggled with inefficient production processes. Yet steel was still unproven as a structural metal and production was slow and costly. That was until 1856, when Henry Bessemer came up with a more effective way to introduce oxygen (O2) into liquid iron in order to reduce the C content.
Starting in January 1855, he began working on a way to produce steel in the massive quantities required for artillery and by October he filed his first patent related to the Bessemer process. Bessemer first started working with an ordinary reverberatory furnace but during a test a couple of pig ingots got off to the side of ladle and were sitting above it in the hot air of the furnace. When Bessemer went to push them into the ladle he found that they were steel shells: the hot air alone had converted the outer parts of the ingots to steel. This crucial discovery led him to completely redesign his furnace so that it would force high-pressure air through the liquid iron using special air pumps. Intuitively this would seem to be folly because it would cool the iron, but due to exothermic oxidation both the silicon (Si) and C react with the excess O2 leaving the surrounding molten iron even hotter, facilitating the conversion to steel.
Now known as the Bessemer process, Bessemer designed a pear-shaped receptacle – referred to as a ‘converter’ – in which iron could be heated while O2 could be blown through the liquid metal. As O2 passed through the liquid metal, it would react with the C, release carbon dioxide (CO2) and produce a more pure iron.
The Bessemer process was the first inexpensive industrial process for the mass-production of steel from liquid iron. The process is named after its inventor, Henry Bessemer, who took out a patent on the process in 1855. The key principle is removal of impurities from the iron by oxidation with air being blown through the liquid iron. The oxidation also raises the temperature of the iron mass and keeps it molten. The process is carried on in a large ovoid steel container lined with clay or dolomite called the Bessemer converter. The capacity of a converter was from 8 tons to 30 tons of liquid iron with a usual charge being around 15 tons. At the top of the converter is an opening, usually tilted to the side relative to the body of the vessel, through which the iron is introduced and the finished product removed. The bottom is perforated with a number of channels called tuyeres through which air is forced into the converter. The converter is pivoted on trunnions so that it can be rotated to receive the charge, turned upright during conversion, and then rotated again for pouring out the liquid steel at the end.
The oxidation process removes impurities such as Si, C, and manganese (Mn) as oxides. These oxides either escape as gas or form a solid slag. The refractory lining of the converter also plays a role in the conversion—the fireclay lining was used in the acid Bessemer, in which there is low phosphorus (P) in the raw material. Dolomite is used when the P content is high in the basic Bessemer (limestone or magnesite linings are also sometimes used instead of dolomite). In order to give the steel the desired properties, other substances could be added to the liquid steel when conversion was complete, such as spiegeleisen (an iron carbon- manganese alloy).
When the required steel had been formed, it was poured out into ladles and then transferred into moulds and the lighter slag is left behind. The conversion process called the ‘blow’ was completed in around twenty minutes. During this period the progress of the oxidation of the impurities was judged by the appearance of the flame issuing from the mouth of the converter. After the blow, the liquid metal was recarburized to the desired point and other alloying materials are added, depending on the desired product. The Bessemer process reduced to about half an hour the time needed to make steel of this quality while requiring only the coke needed to melt the pig iron initially. Fig 2 shows the Bessemer converter.
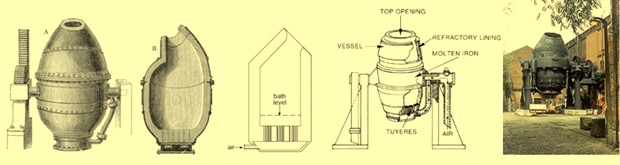
Fig 2 Bessemer converter
Bessemer licensed the patent for his process to five ironmasters, for a total of GBP 27,000, but the licenses failed to produce the quality of steel he had promised and he later bought them back for GBP 32,500. He realized the problem was due to impurities in the iron and concluded that the solution lay in knowing when to turn off the flow of air in his process; so that the impurities had been burnt off, but just the right amount of C remained. However, despite spending tens of thousands of pounds on experiments, he could not find the answer. The simple, but elegant, solution was first discovered by Robert Forester Mushet who had carried out thousands of scientifically valid experiments. His method was to first burn off, as far as possible, all the impurities and C, then reintroduce C and Mn by adding an exact amount of spiegeleisen. This had the effect of improving the quality of the finished product, increasing its malleability and its ability to withstand rolling and forging at high temperatures and making it more suitable for a vast array of uses.
The Bessemer process revolutionized steel manufacture by decreasing its cost, from GBP 40 per long ton to GBP 6-7 per long ton during its introduction, along with greatly increasing the scale and speed of production of this vital raw material. The process also decreased the labour requirements for steelmaking.
Prior to the introduction of Bessemer process, steel was far too expensive to make bridges or the framework for buildings and thus wrought iron had been used throughout the Industrial Revolution. After the introduction of the Bessemer process, steel and wrought iron became similarly priced, and most manufacturers turned to steel. The availability of cheap steel allowed large bridges to be built and enabled the construction of railways, skyscrapers, and large ships. The introduction of the large scale steel production process perfected by the Englishman Henry Bessemer paved the way to mass industrialization as observed in the 19th-20th centuries.
Commercial steel production using this method stopped in Workington in 1974. It was replaced by processes such as the basic oxygen process, which offered better control of final chemistry. The Bessemer process was so fast (10–20 minutes for a heat) that it allowed little time for chemical analysis or adjustment of the alloying elements in the steel. Bessemer converters did not remove P efficiently from the liquid steel; as low-P ores became more expensive, conversion costs increased. The process permitted only limited amount of scrap steel to be charged, further increasing costs. Especially when scrap was inexpensive, use of electric arc furnace (EAF) technology competed favourably with the Bessemer process resulting in its obsolescence.
The process was fast and inexpensive, removing C and Si from iron in a matter of minutes but suffered from being too successful. Too much C was removed and too much O2 remained in the final product. Bessemer ultimately had to repay his investors until he could find a method to increase the C content and remove the unwanted O2.
Open hearth process of steelmaking
Open hearth (OH) process of steelmaking uses open hearth furnaces. Due to its advantages it soon it soon displaced Bessemer process of steel making. By 1908, the annual production of steel made by OH furnace exceeded that made by the Bessemer process. Most OH furnaces were closed by the early 1990s, not least because of their slow operation, being replaced by the basic oxygen furnace (BOF) or EAF. There are still some steel plants in the world which are making steel by the OH process. The main advantages of OH process were that it did not expose the steel to excessive nitrogen (which would cause the steel to become brittle), was easier to control, and it permitted the melting and refining of large amounts of scrap iron and steel.
German born engineer Carl Wilhelm Siemens developed the Siemens regenerative furnace in the 1850s, and claimed in 1857 to be recovering enough heat to save 70 % to 80 % of the fuel. This furnace operated at a high temperature by using regenerative preheating of fuel and air for combustion. In regenerative preheating, the exhaust gases from the furnace are pumped into a chamber containing bricks, where heat is transferred from the gases to the bricks. The flow of the furnace is then reversed so that fuel and air pass through the chamber and are heated by the bricks. Through this method, an OH furnace can reach temperatures high enough to melt steel, but Siemens did not initially use it for that.
In 1865, the French engineer Pierre-Emile Martin took out a license from Siemens and first applied his regenerative furnace for making steel. The most appealing characteristic of the Siemens regenerative furnace is the rapid production of large quantities of basic steel. The usual size of OH furnaces ranges from 50 tons to 500 tons.
The OH process is a batch process and a batch is called a ‘heat’. The furnace is first inspected for possible damage. Once it is ready or repaired, it is charged with light scrap, such as sheet metal, shredded vehicles or waste metal. The furnace is heated using burning gas. Once it has melted, heavy scrap, such as building, construction or steel milling scrap is added, together with hot metal (HM) from blast furnace (BF). Once all the steel has melted, slag forming agents, such as limestone, are added. The O2 in iron oxide and other impurities decarburize the HM by burning excess C away, forming steel. To increase the O2 contents of the heat, iron ore is added to the heat
The process is far slower than that of the Bessemer converter process and thus easier to control and sample for quality assessment. Preparing a heat usually takes around 8 hours to 9 hours to complete into steel. As the process is slow, it is not necessary to burn all the C away as in Bessemer process, but the process can be terminated at given point when desired C contents has been achieved.
The furnace is tapped the same way as a BF is tapped i.e. a hole is drilled on the side of the hearth and the raw steel flows out. Once all the steel has been tapped, the slag is skimmed away. The raw steel may be cast into ingots; this process is called teeming, or it may be cast in a continuous casting machine.
The regenerators are the distinctive feature of the furnace and consist of fire-brick flues filled with bricks set on edge and arranged in such a way as to have a great number of small passages between them. The bricks absorb most of the heat from the outgoing waste gases and return it later to the incoming cold gases for combustion. Fig 3 gives a cross section of a Siemens-Martin furnace of 1895.
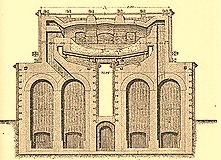
Fig 3 Cross- section of Siemen-Martin furnace
The Siemens-Martin process complemented rather than replaced the Bessemer process. It is slower and thus easier to control. It also permitted the melting and refining of large amounts of scrap steel, further lowering steel production costs and recycling an otherwise troublesome waste material. Its worst drawback was the fact that melting and refining a charge takes several hours. This was an advantage in the early 20th century, as it gave plant chemists time to analyze the steel and decide how much longer to refine it. But by about 1975, electronic instruments such as atomic absorption spectrophotometers had made analysis of the steel much easier and faster.
Steelmaking in electric furnace
There are two types of furnaces used for electric steelmaking. These are (i) electric arc furnace, and (ii) induction furnace. Historical development of steelmaking by these two furnaces is given below.
EAF steel making technology is more than hundred years old. Though De Laval had patented an electric furnace for the melting and refining of iron in 1892 and Heroult had demonstrated electric arc melting of ferro alloys between 1888 and 1892, the first industrial EAF for steel making only came into operation in 1900. Development was rapid and there was a tenfold increase in production from 1910 to 1920, with over 500,000 tons being produced in 1920, though this represented still only a very small percentage of the global production of steel of that time.
Initially, EAF steelmaking was developed for producing special grades of steels using solid forms of feed such as scrap and ferro alloys. Solid material were firstly melted through direct arc melting, refined through the addition of the appropriate fluxes and tapped for further processing. Until only around thirty to thirty five years back, tap to tap times of over three hours were quite common and specific power usage was often well over 700 kWh/ton nearly twice the thermodynamic requirement. For much of twentieth century EAF steelmaking was viewed as an expensive and slow process and only suitable for special and value added steels. Since the 1960s the technology has undergone rapid development and became the second largest steel making technology behind basic oxygen steelmaking technology.
EAFs are a central part of the production route that is an alternative to the dominant BF-BOF route. A plan and cross section view of an EAF is shown in Fig 4. EAFs are used to produce C steels and alloy steels primarily by recycling ferrous scrap. In an EAF, scrap and/or manufactured iron units (such as DRI, pig iron, and iron carbide, etc.) is melted and converted into high quality steel by using high power electric arcs formed between a cathode and one (for DC) or three (for AC) anodes. Scrap is by far the most important resource, accounting for about 80 % of all EAF metal feedstock globally.
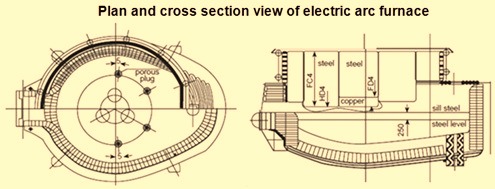
Fig 4 Plan and cross section view of electric arc furnace
The rise in EAF production and technology around the globe has been due to the following reasons.
- The discontinuation of the OH process as a competitive steel making process.
- The desire to move away from the large capital and operating costs associated with large scale integrated steelmaking towards smaller, less capital intensive mini steel plants.
- A very rapid improvement in electrical technology, lowering the costs of large scale electrical equipment and also allowing for greatly improved control of electrical devices.
- The ready availability of scrap in many countries combined with a strong social pressure towards recycling of metals.
- The increasing availability of alternate iron sources, especially from the developing countries.
- Use of HM and oxy fuels in the EAFs.
- A vast improvement in the operation, control, efficiency and product quality of the EAF based steel making technology.
Induction furnace (IF) is used for melting of both the ferrous and non-ferrous metals. It produces its heat cleanly and without combustion. It works on the principle of electromagnetic induction which was discovered by Michael Faraday.
In 1870, De Ferranti started experiments in Europe on induction furnaces. The first IF for melting metals was patented by Edward Allen Colby in 1900. The first steel made in an IF in United States of America was in 1907 in a Colby furnace near Philadelphia. First 3- phase furnace was built in Germany in 1906 by Rochling- Rodenhauser. Though induction furnaces are being used since a long time, the production of mild steel by the IF is relatively a very recent phenomenon.
The development of flexible, constant power tracking, medium frequency induction power supplies has resulted in the widespread use of the batch melting methods. These power units incorporate heavy duty silicon controlled rectifiers that are able to generate both the frequency and the amperage needed for batch melting and are able to achieve electrical efficiency levels exceeding 97 %, a substantial improvement over the 85 % efficiency typical of induction power supplies of the 1970s. This new designs allow maximum utilization of furnace power throughout the melting cycle with good control of stirring. Schematics of a coreless induction furnace are shown in Fig 5.
Fig 5 Schematics of a coreless induction furnace
There are several types of IFs available, but all operate by utilizing a strong magnetic field created by passing of an electric current through a coil wrapped around the furnace. This electric current creates an electromagnetic field that passes through the refractory material and couples with the conductive metal charge inside the furnace. The magnetic field in turn creates a voltage across, and subsequently an electric current through the metal to be melted. The electrical resistance of the metal produces heat, which in turn melts the metal and helps it to reach the set point temperature.
IFs are made in a wide range of sizes. Since there is no contact between the charge and the energy carrier, IF is normally suited for the melting of steel, cast iron and non-ferrous metals, so long as a suitable lining material can be found. Products made with the IF melting by the industry include mild steel ingots/billets for structural purposes, stainless steel ingots/billets for making utensils, wire rods and wires, low alloy steel castings for engineering applications, stainless steel castings for heat and corrosion resistant components, and alloy steels for forging industry and grinding media.
In India the use of IFs started in mid-sixties. Imported medium frequency induction furnaces were used from mid-seventies. Induction melting furnaces in India were first installed to make stainless steel from imported stainless steel scrap. During the years 1981-82 some entrepreneurs, who were having small size induction furnaces making stainless steel, experimented in making mild steel from steel melting scrap and they succeeded. Due to this success, sudden growth has taken place in the early eighties to mid-nineties. During this period indigenous manufacture of the induction furnaces also started. Steel making through induction furnace emerged during this period as one of the key driver for steel production growth in the country and is presently accounting for a share of more than 32 % of the total steel production. Today, India is the largest producer of IFs as well as the largest producer of steel with the IF technology. Steel making by IFs has grown not only in terms of overall capacity but also in terms of sizes of furnaces. Today, IFs up to 40 tons capacity are in operation in the country.
Basic oxygen steelmaking
Basic oxygen steelmaking (BOS) is the process of making steel by blowing pure O2 in a liquid metal bath contained in a vessel which is known as basic oxygen furnace (BOF), LD converter, or simply converter.
The concept of BOS goes back to 1856 when Henry Bessemer patented a steelmaking process involving O2 blowing for decarbonizing liquid iron (UK Patent number 2207). At that time there was no method available to supply the quantity of O2 needed for the process. The commercial quantities of O2 were not available at all or were too expensive, and hence the invention of Bessemer remained only on paper and remained unused. The steelmaking by blowing pure O2 became practicable in 1928, when the company Linde succeeded in developing a method (the Linde-Fränkl process) for supplying pure O2 in large quantities. Due to the success of the Linde- Fränkl process, O2 also became very much cheaper, so that both preconditions (availability of large quantities as well as availability of cheap O2) for the introduction of the BOS process were fulfilled.
In both Europe and the USA, experiments with O2 were carried out repeatedly. Among those who worked with high purity O2 was Otto Lellep, but his concept of ‘blowing O2 vertically onto a bath of liquid iron’ proved unsuccessful. As per Hubert Hauttmann, who took part in Lellep’s experiments between 1936 and 1939 at the Gutehoffnungshütte, where he was employed at that time, the intention was to convert liquid iron by blowing in pure O2 through a nozzle in the base of the converter. The steel produced in this way was of miserable quality.
During the World War II, Engineers by names C. V. Schwartz of Germany, John Miles of Belgium, and Durrer Switzerland of and Heinrich Heilbrugge of Germany proposed their versions of O2 blown steelmaking, but only Durrer and Hellbrügge brought it to a level of mass scale production.
Carl Valerian Schwarz submitted a patent application in 1939 for blowing O2 into the bath at supersonic speed. But this method too was ‘not yet capable of producing usable steel’. Although the later Linz- Donawitz (LD) process had similarities with Schwarz’s patent, its typical features were different (for example ‘central, vertical blowing’). It was only due to the outbreak of World War II that the technology described in Schwarz’s patent did not lead initially to any practical applications. It was also at the end of the 1930s that Robert Durrer of Switzerland began experiments of his own.
After the war, Heinrich Hellbrügge and Robert Durrer (Technical director of the Roll’schen Eisenwerke) began further experiments at Roll’schen Eisenwerke in the Swiss town of Gerlafingen. The photograph of the first top blown oxygen converter at Gerlafingen is shown at Fig 6.
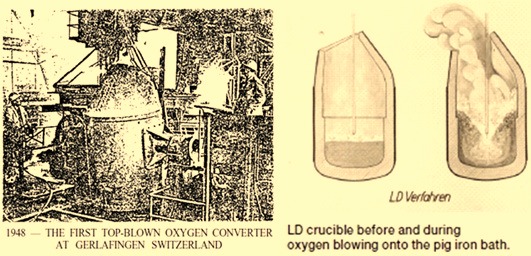
Fig 6 First top blown oxygen converter at Gerlafingen and cross sectional views of oxygen converter
It was Durrer who laid down the basic theoretical principles and advised VÖEST to blow the O2 from above in a separate vessel, after a contact had been established between Gerlafingen and VÖEST for an industrial-scale technical cooperation. A series of experiments using a 2 ton experimental converter was started on 3rd June, 1949 on the premises of VÖEST. After the team in Linz had suffered several initial setbacks, a breakthrough was achieved as early as 25th June, 1949, when the O2 pressure was lowered and the tip of the blowing lance was moved farther away from the bath, so that the jet of O2 could not penetrate so far. With this breakthrough, steel was produced that could be rolled into sheet without problems. VÖEST’s experimental department examined this steel and was very positive in its observations. This was the moment when the LD converter steelmaking process was born. The experiments continued until several hundred heats of 2 ton had been produced, after which they were switched to a specially constructed 15 ton experimental converter erected in the open air. The first batch was produced on 2nd October, 1949. The new grade of steel was subjected to continuous metallurgical and other tests.
The key factor for this innovation was the movement of liquid bath. Until then it had been considered impossible to obtain sufficient bath movement without blowing the O2 in at a greater depth. But this movement was achieved in a highly satisfactory way by the formation of CO (carbon monoxide). The principle of ‘soft blowing’ also promoted FeO formation which in turn absorbed the oxidized impurities to form slag. This helped in the production of an excellent new grade of steel.
In addition to the Roll’schen Eisenwerke in Gerlafingen and VÖEST, Mannesmann AG in Duisburg-Huckingen and ÖAMG (i.e. Donawitz) also expressed interest in May 1949 in the O2 blowing process or at least O2 metallurgy in general. During the experiments in Linz and after a demonstration of the process, a precise division of labour was agreed on 17th June, 1949. VÖEST was to continue work with crude steel from Linz in a much larger refining vessel while Mannesmann was to experiment with O2 blowing of Thomas steel, Roll’schen Eisenwerke would investigate the use of O2 in the EAF and ÖAMG would conduct tests with O2 in a low-shaft pig iron furnace. The agreement obliged everyone concerned with this O2 metallurgy ‘not to issue any statement or pass on any information outside their own companies regarding details of O2 refining that came to their notice or conclusions they may have reached during the discussions in Linz on 17th June, 1949.
On the basis of the agreement, it soon became evident from experiments in Donawitz that the use of oxygen in shaft furnaces was valueless, whereupon the company began to explore different approaches. The process developed in Donawitz for the recovery of slag with high manganese content by blowing with O2 led to the awareness that only the use of a blowing process with pure O2 should be considered for the steel production expansion and rationalization plans in Donawitz. Following extensive investigation and successful development work on a 5 ton or 10 ton experimental setup, with oxygen supplied during the first tests from cylinders arranged in series, the company management decided to build a new steelworks, which would be ready for operation in two years. The Donawitz engineers initially named their process ‘SK’, from the German initials for ‘Oxygen Converter’. This term helped distinguish the activities of VÖEST and ÖAMG to a certain extent.
On 9th December, 1949 the then managing director of VOEST Heinrich Richter-Brohm took a decision not without risk for the building of the first LD steelworks. Not long after this and after clarification of questions concerning production methods for harder grades of steel, it was decided to build an LD plant in Donawitz as well. The first patents for the process were applied for in 1950.
In the annual research and quality assurance report of 1951, it had been stated that ‘during the review year extensive research work was devoted to the LD steel grades, and a publication was issued. This type of steel is expected to possess great potential in terms of quality, and in particular will permit steel with a high-quality surface combined with good cold formability to be produced. This is especially important for thin sheet metal production, where until now good cold formability was only possible if certain surface flaws were accepted (killed steel grades). But steel with higher yield strength can also be produced extremely advantageously by the O2 refining process.
By 1951 it became possible in Linz to refine hot metal with pure O2 in steelmaking into an innovative, operationally reliable process for the production of bulk quality steel in Linz. Announcement of the new process was made for the first time in December 1951, at the conference ‘Steel Refining with Pure Oxygen’ of Austrian Society for Metallurgy in Leoben. At the conference Robert Durrer stated that the two metallurgical plants (Linz and Donawitz) had developed the concept of blowing high purity O2 onto domestic HM into a viable industrial process, and congratulated them on this great success. With this announcement Austria became the first country to produce steel on an industrial scale from HM by blowing pure O2. The cross section LD converter before and during O2 blowing in the liquid metal bath is shown in Fig 6.
On 27th November, 1952 the first converter was commissioned at LD Steelworks 1 in Linz which was a milestone in the steel production by the O2 blowing principle. On 5th January, 1953 this LD Steelworks, the first in the world, was officially opened. By 17th June, 1953, LD Steelworks 1 in Linz had already produced 100,000 tons of LD steel, and by early December 1953 the 250,000 metric tons of steel was produced. The second LD Steelworks went into operation on May 22, 1953 at the Österreichisch-Alpine Montangesellschaft (ÖAMG) in Donawitz. The process, now developed to full operating maturity, exceeded all expectations in both the quality of the steel it produced and its economic viability. In 2015, 73.4 % of world steel was produced by BOF steel making.

Leave a Comment